


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Wind-power equipment casting and manufacturing method thereof
A technology for wind power equipment and castings, applied in the field of wind power equipment castings and their preparation, which can solve the problems of poor quality, high price, and poor safety of use of pig iron, and achieve the effects of high spheroidization rate, uniform distribution, and fine graphite
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
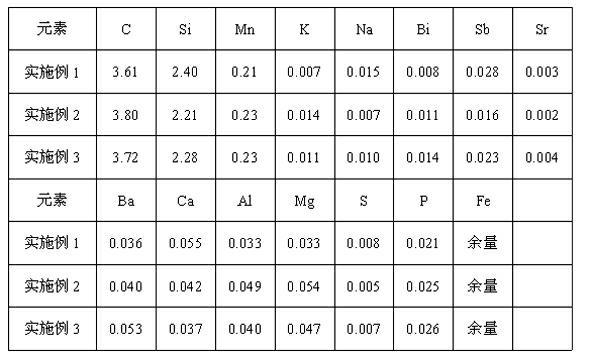
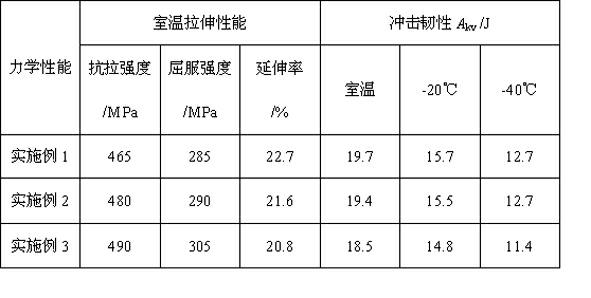
Embodiment 1
[0039] A 15-ton industrial frequency induction furnace is used to melt cast iron. The specific manufacturing process steps are:
[0040] Step 1: Heat and melt low-manganese steel scrap and graphite in an electric furnace. When the temperature of molten iron rises to 1478°C, add ferrosilicon for deoxidation and alloying at the same time, then add aluminum for final deoxidation. When the temperature of molten iron reaches 1517°C, add potassium Substances, sodium-containing substances and electrolytic bismuth are added into the furnace, and the molten iron is released after the composition is qualified;
[0041] The second step: molten iron spheroidization treatment, in the process of molten iron, metal antimony is washed into the ladle with the flow, and then the passivated magnesium particles are sprayed into the molten iron with a spray gun, and the amount of passivated magnesium particles accounts for 0.03% of the mass fraction of the molten iron , after standing still and re...
Embodiment 2
[0047] A 15-ton industrial frequency induction furnace is used to melt cast iron. The specific manufacturing process steps are:
[0048] Step 1: First heat and melt low-manganese steel scrap and graphite in an electric furnace. When the temperature of molten iron rises to 1463°C, add ferrosilicon for deoxidation and alloying at the same time, then add aluminum for final deoxidation. When the temperature of molten iron reaches 1504°C, add potassium Substances, sodium-containing substances and electrolytic bismuth are added into the furnace, and the molten iron is released after the composition is qualified;
[0049] The second step: molten iron spheroidization treatment, in the process of molten iron, the metal antimony is washed into the ladle with the flow, and then the passivated magnesium particles are sprayed into the molten iron with a spray gun, and the amount of passivated magnesium particles accounts for 0.02% of the mass fraction of the molten iron , after standing st...
Embodiment 3
[0055] A 15-ton industrial frequency induction furnace is used to melt cast iron. The specific manufacturing process steps are:
[0056] Step 1: Heat and melt low-manganese steel scrap and graphite in an electric furnace. When the temperature of molten iron rises to 1471°C, add ferrosilicon for deoxidation and alloying at the same time, then add aluminum for final deoxidation. When the temperature of molten iron reaches 1508°C, add potassium Substances, sodium-containing substances and electrolytic bismuth are added into the furnace, and the molten iron is released after the composition is qualified;
[0057] The second step: molten iron spheroidization treatment, in the process of molten iron, metal antimony is washed into the ladle with the flow, and then the passivated magnesium particles are sprayed into the molten iron with a spray gun, and the amount of passivated magnesium particles accounts for 0.025% of the mass fraction of the molten iron , after standing still and r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com