Bimetallic metallurgical composite wear-resisting tube blank and manufacturing method thereof
A production method and technology for wear-resistant pipes, which are applied in the field of metal casting and can solve the problems of high melting point slag, low shear strength, inclusions and slag inclusions, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
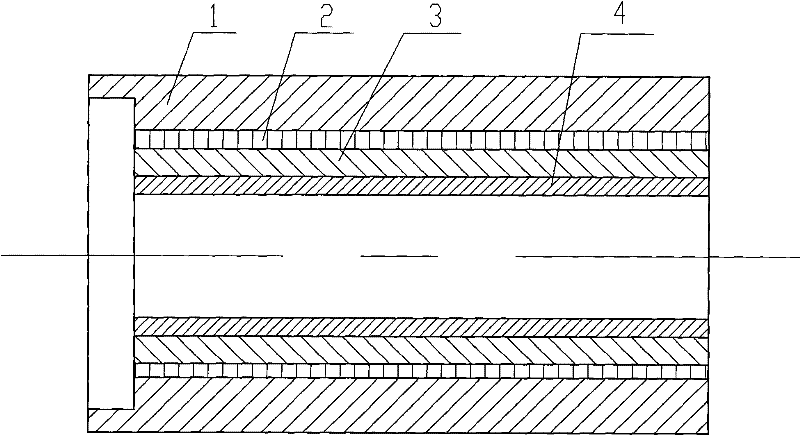
[0020] Example 1 (tube blank specification Φ617[outer diameter]×Φ589[medial diameter]×Φ563[inner diameter]×3100mm)
[0021] (1) After the metal pipe mold 1 is baked to 270°C, the water-based zirconium powder coating is sprayed with a thickness of 2.4 mm; the composition of the water-based zirconium powder coating should satisfy (ratio by weight): (zirconium) English powder: polyaluminum chloride: bentonite: water: active agent [washing powder or sodium sulfonate] = 100: 5-8: 12-15: 50: 0.5-0.8)
[0022] (2) After spraying, bake the metal pipe mold to 280°C and centrifugally pour the outer metal liquid. The pouring weight is 710kg, and the pouring temperature is 1610°C. Melting point mold flux, the composition of low melting point mold flux is (in percent by weight): CaO: 34.1%; SiO 2 : 29.8%; Al 2 o 3 : 2.51%; CaF 2 : 7.94%; Na2O: 14.57%; MgO: 2.51%; BaO: 8.57%;
[0023] (3) When the temperature of the inner surface of the outer layer is cooled to 50-60°C lower than the m...
Embodiment 2
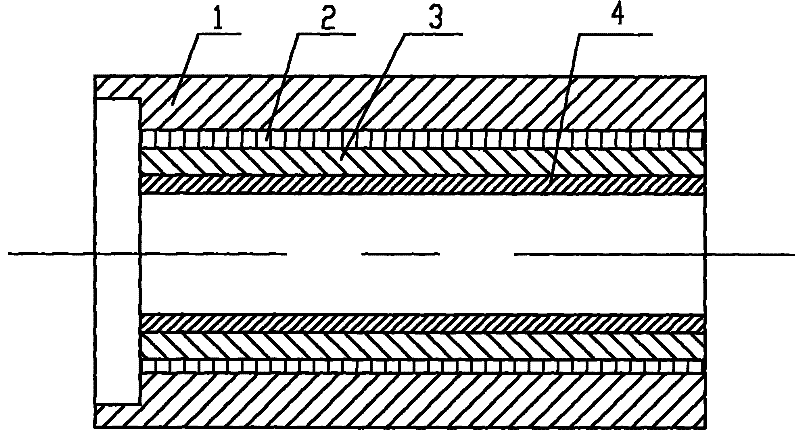
[0024] Example 2 (tube blank specification Φ617[outer diameter]×Φ571[middle diameter]×Φ537[inner diameter]×3100mm)
[0025] (1) After baking the metal pipe mold to 285°C, spray water-based zircon powder coating with a thickness of 2.1 mm; the composition of water-based zircon powder coating should satisfy (ratio by weight): (zircon powder: polyaluminum chloride: bentonite: water: active agent [washing powder or sodium sulfonate]=100:5-8:12-15:50:0.5-0.8).
[0026] (2) After spraying, bake the metal pipe mold to 295°C and centrifugally pour the outer metal liquid. The pouring weight is 1036kg, and the pouring temperature is 1587°C. Melting point mold flux, low melting point mold flux consists of (weight percentage): CaO: 34.1%; SiO 2 : 29.8%; Al 2 O3: 2.51%; CaF 2 : 7.94%; Na 2 O: 14.57%; MgO: 2.51%; BaO: 8.57%.
[0027] (3) When the temperature of the inner surface of the outer layer is cooled to 110-120°C lower than the melting point of the outer layer of molten metal, s...
Embodiment 3
[0028] Example 3 (tube blank specification Φ222[outer diameter]×Φ193[medial diameter]×Φ184[inner diameter]×2100mm)
[0029] (1) After baking the metal pipe mold to 280°C, spray water-based zircon powder coating with a thickness of 1.3 mm; the composition of water-based zircon powder coating should satisfy (ratio by weight): (zircon powder: polyaluminum chloride: bentonite: water: active agent [washing powder or sodium sulfonate]=100:5-8:12-15:50:0.5-0.8).
[0030](2) After spraying, bake the metal pipe mold to 310°C and centrifugally pour the outer metal liquid. The pouring weight is 230kg, and the pouring temperature is 1644°C. Cool after pouring. Melting point mold flux, low melting point mold flux consists of (weight percentage): CaO: 34.1%; SiO 2 : 29.8%; Al 2 o 3 : 2.51%; CaF2: 7.94%; Na 2 O: 14.57%; MgO: 2.51%; BaO: 8.57%.
[0031] (3) When the temperature of the inner surface of the outer layer is cooled to 50-60°C lower than the melting point of the outer layer of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com