Fine forming equipment of coating material which is pressed, ejected, core-filled and continuously casted and technique
A technology of core-filling continuous casting and forming equipment, applied in the field of pressure processing, which can solve the problems of discontinuous solidification process and inappropriateness, and achieve the effects of low production cost, crack elimination and high efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
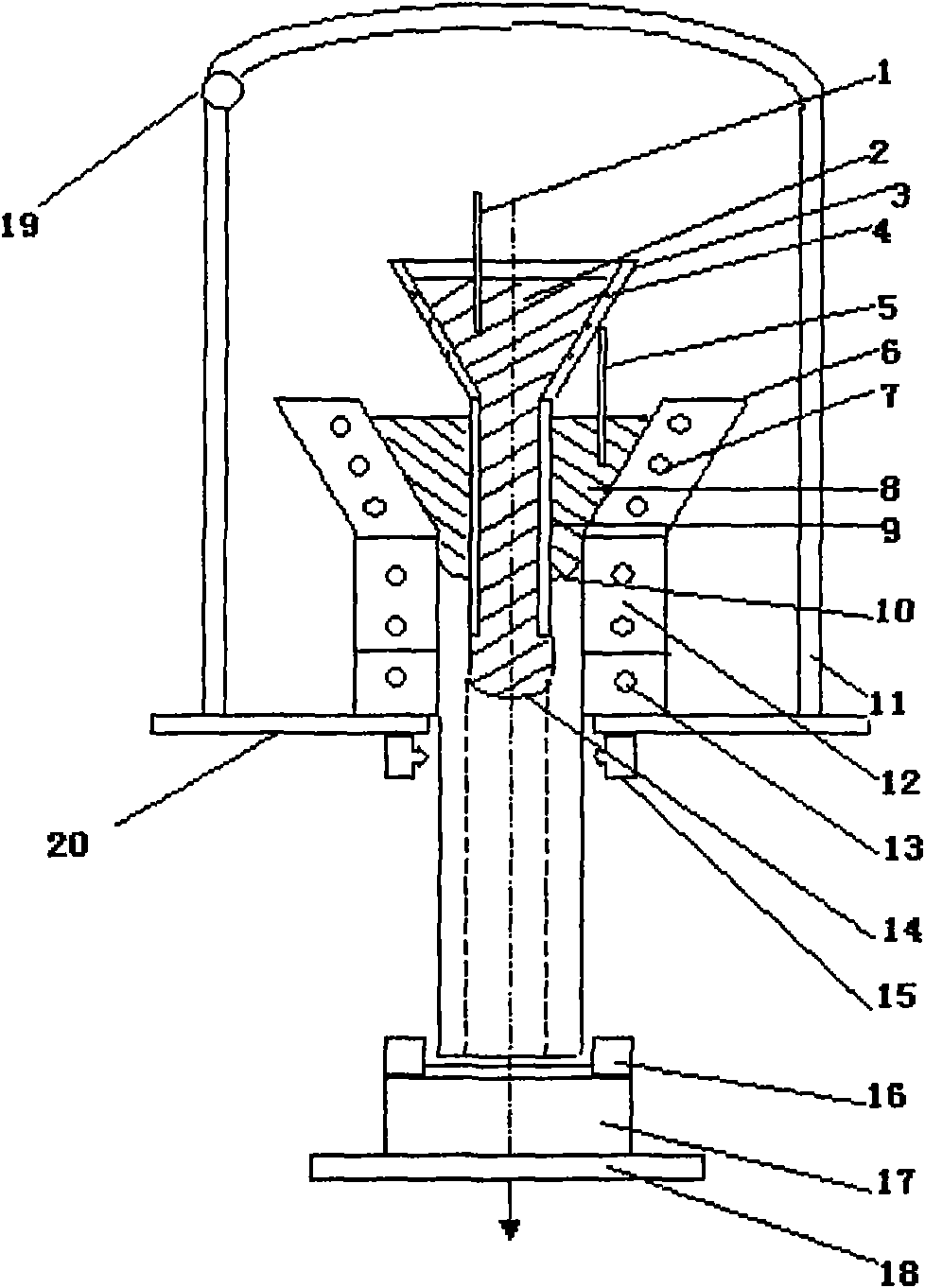
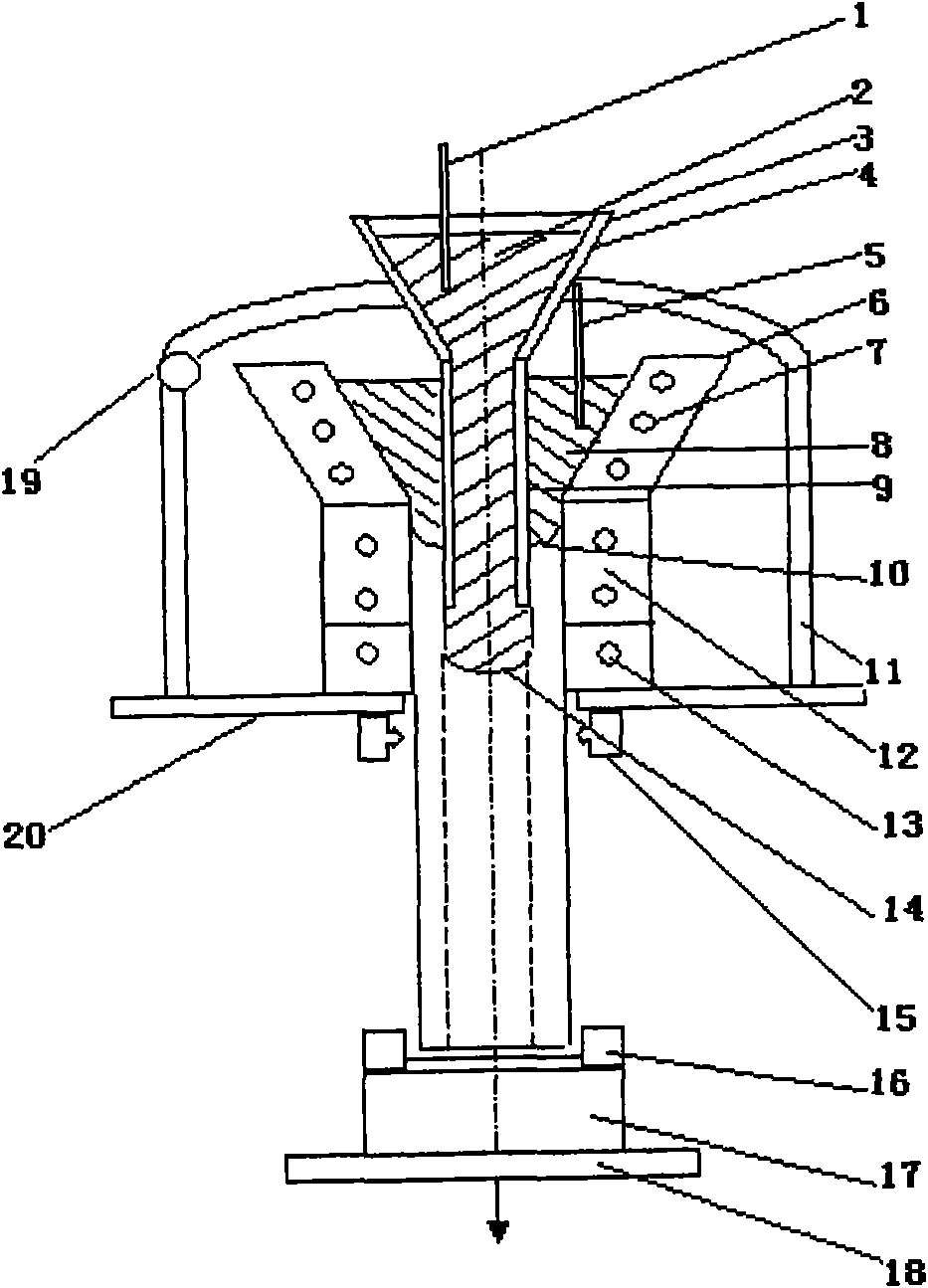
[0024] Lead-tin-clad composite material is ejected under pressure and core-filled continuous casting is formed.
[0025]The outer diameter of the lead-clad tin metal composite rod is 12mm, and the thickness of the outer lead metal is 2mm. The upper and lower thermometers 1 and 5 use thermocouples to measure the temperature; The metal temperature-controlled crucible 3 at the bottom, the upper temperature-controlled crystallizer 12, the outer metal temperature-controlled crucible 6 and the core metal liquid filling tube 9 are all made of No. 45 steel; air is introduced into the pressure cover with a pressure of 0.03MPa. The secondary cooling device 15 adopts blowing cooling, and its speed is 3m / s; The temperature of the core metal temperature-controlling crucible 3 is controlled within the range from the freezing point of the corresponding metal or alloy to 100°C above the freezing point; the outer metal temperature-controlling crucible 6 The temperature is controlled within the...
Embodiment approach 2
[0027] Copper-clad aluminum composite material is ejected under pressure and core-filled continuous casting.
[0028] The outer diameter of the copper-clad aluminum metal composite rod is 12mm, and the thickness of the outer copper metal is 3mm. The upper and lower thermometers 1 and 5 use thermocouples to measure the temperature; the core metal temperature control furnace 4 adopts resistance heating, and the outer metal temperature control furnace 7 Induction heating is adopted; the core metal temperature control crucible 3, the outer metal temperature control crucible 6 and the core metal liquid filling core tube 9 are all made of graphite; the upper temperature control mold 12 is made of water-cooled metal mold lined with graphite into; into the pressure cover into N 2 , the pressure is 0.15MPa, and the secondary cooling device 15 adopts blowing cooling; its speed is 4m / s, and the temperature of the metal temperature-controlled crucible 3 at the core is controlled within th...
Embodiment approach 3
[0030] The stainless steel iron-clad composite material is pressed and ejected and core-filled continuous casting is formed.
[0031] The outer diameter of the stainless steel / iron metal composite rod is 12mm, and the thickness of the outer stainless steel metal is 3mm. The upper and lower thermometers 1 and 5 adopt infrared temperature measurement; the core metal temperature control furnace and the outer metal temperature control furnace adopt induction heating; the core metal temperature control crucible 3 is made of graphite; the outer metal temperature control crucible 6 It is made of magnesium oxide refractory material; the core liquid metal core tube 9 is made of ZrO 2 Made of ceramics; the upper crystallizer 12 is made of water-cooled copper metal crystallizer; the secondary cooling device 15 is cooled by water spray; its speed is 5m / s, and N 2 , the pressure is 0.20MPa, the temperature of the core metal temperature-controlled crucible 3 is controlled within the range ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com