


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
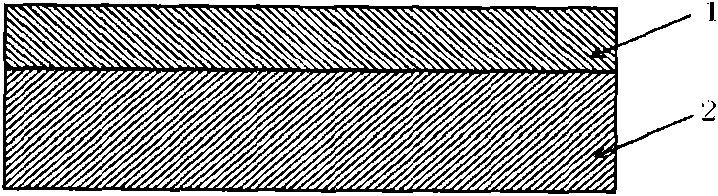
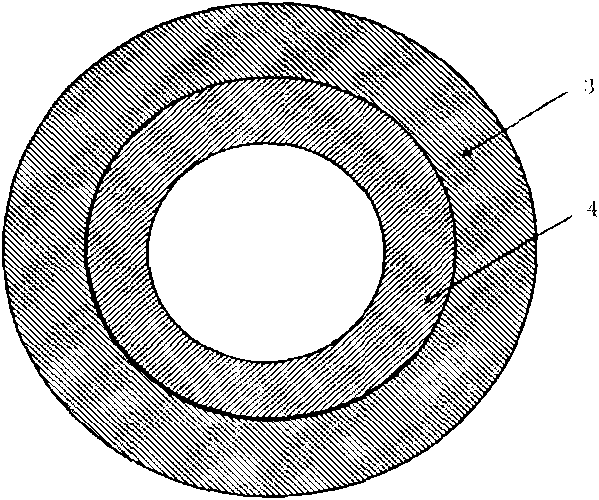
Safe blood or blood component storage container and preparation method thereof
A blood component and storage container technology, applied in the field of medical devices, can solve the problems of easy damage, leakage, high production cost of storage containers, high material cost, etc., and achieve reduced adsorption and coagulation, excellent blood compatibility, and mechanical properties excellent effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
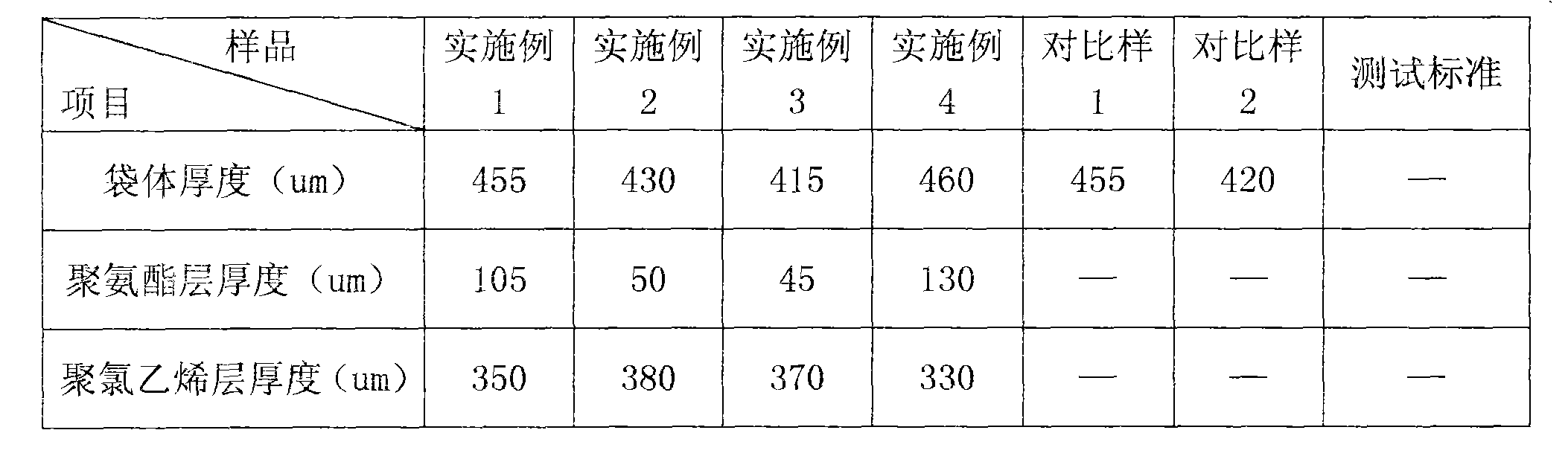
Embodiment 1
[0037] Weigh A1 and B1 materials and add them to the double-layer co-extrusion blow molding unit respectively. The screw diameter of the extruder unit is 40mm, the length-to-diameter ratio is 36, and the head is the center feed of the inner layer and the side feed of the outer layer for co-extrusion. Blow-molded structure. Set the temperature of the feed section of the extruder for material A1 to 150-160°C, the temperature of the compression section to 160-170°C, and the temperature of the metering section to 170-185°C; set the temperature of the feed section of the extruder for material B1 to 140-155°C, The temperature of the compression section is 150-165°C, the temperature of the metering section is 160-175°C; the temperature of the double-layer co-extrusion blow molding head is set at 170-180°C. After drying the polyurethane and polyvinyl chloride with a weight ratio of 1:4, add them to the hopper of the polyurethane extruder and the hopper of the polyvinyl chloride extrud...
Embodiment 2
[0041] Weigh A1 and B2 materials and add them to the double-layer co-extrusion blow molding unit respectively. The screw diameter of the extrusion unit is 40mm, and the length-to-diameter ratio is 36. plastic structure. Set the temperature of the feed section of the extruder for material A1 to 150-160°C, the temperature of the compression section to 160-170°C, and the temperature of the metering section to 170-185°C; set the temperature of the feed section of the extruder for material B2 to 140-155°C, The temperature of the compression section is 150-165°C, the temperature of the metering section is 160-175°C; the temperature of the double-layer co-extrusion blow molding head is set at 170-180°C. After drying the polyurethane and polyvinyl chloride with a weight ratio of 1:7, add them to the hopper of the polyurethane extruder and the hopper of the polyvinyl chloride extruder of the double-layer co-extrusion blow molding unit, start the machine, and set the polyurethane extrud...
Embodiment 3
[0045] Weigh the A2 and B1 materials and add them to the double-layer co-extrusion blow molding unit respectively. The screw diameter of the extruder unit is 40mm, the length-to-diameter ratio is 36, and the head is the center feed of the inner layer and the side feed of the outer layer for co-extrusion. Blow-molded structure. Set the temperature of the feed section of the extruder for material A2 to 150-160°C, the temperature of the compression section to 160-170°C, and the temperature of the metering section to 170-185°C; set the temperature of the feed section of the extruder for material B1 to 140-155°C, The temperature of the compression section is 150-165°C, the temperature of the metering section is 160-175°C; the temperature of the double-layer co-extrusion blow molding head is set at 170-180°C. After drying the polyurethane and polyvinyl chloride with a weight ratio of 1:7, add them to the hopper of the polyurethane extruder and the hopper of the polyvinyl chloride ex...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com