A method for forming concba lamellar structure with degradable plastics PLA
A technology for degrading plastics and layered structures is applied in the field of degradable plastics PLA to form shell layered structures, which can solve problems such as affecting the reinforcement effect and affecting the performance of materials.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
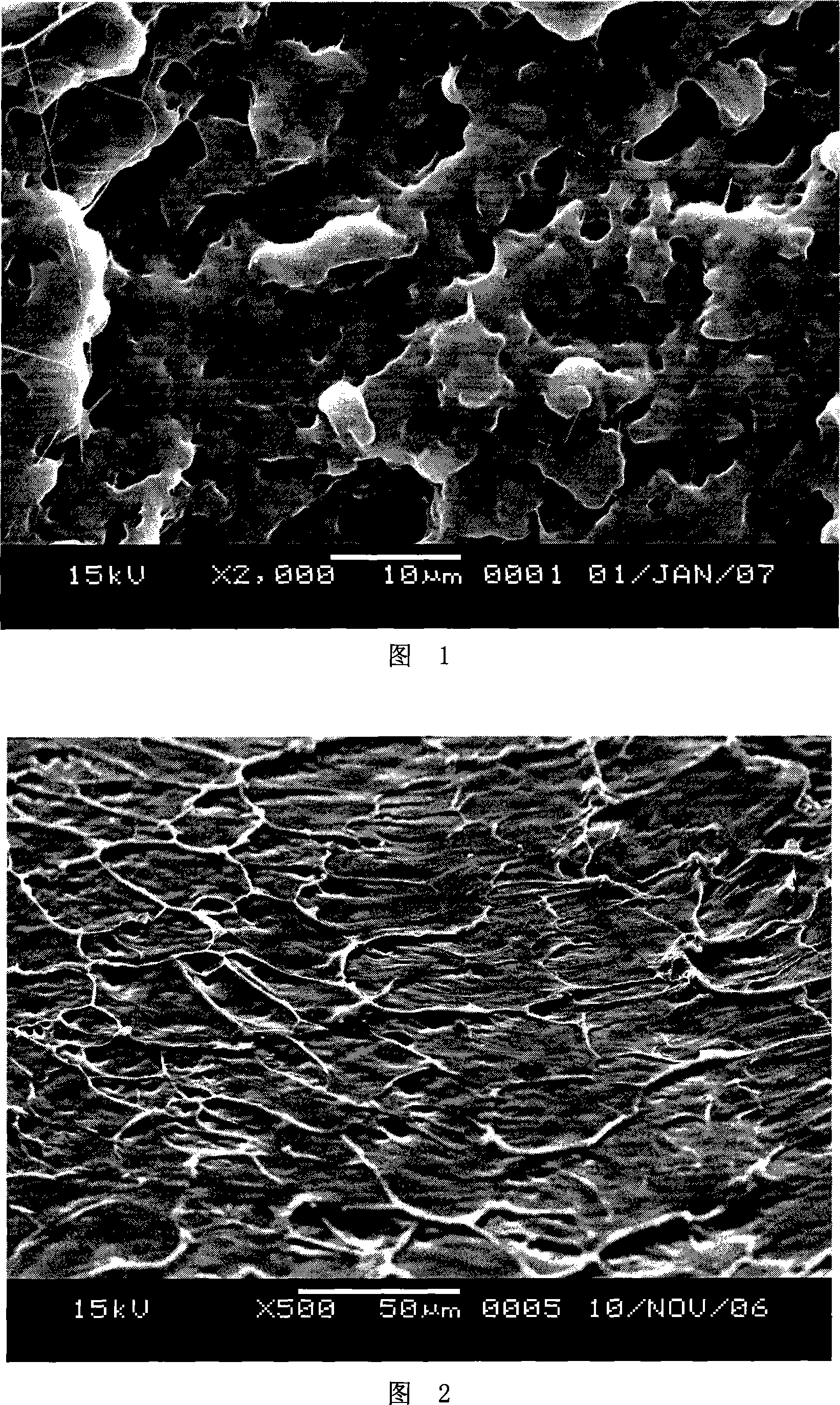
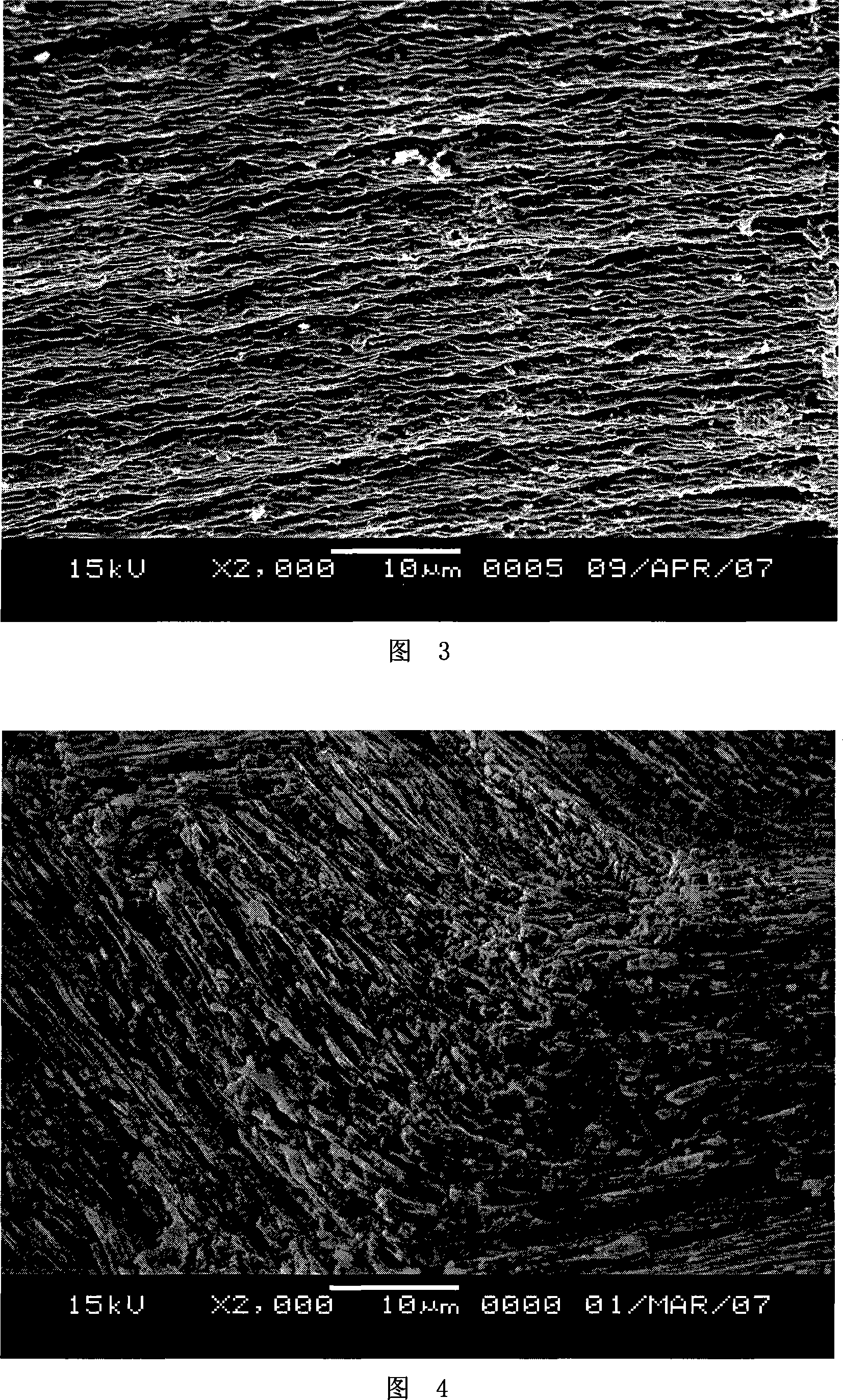
[0030] At 150-200°C and injection pressure of 60bar to 160bar, plastic degradable PLA specimens were injected; the injected PLA specimens were cut into cuboid shapes of 35mm×10mm×4mm; the prepared PLA specimens were placed Into the middle of the mold cavity with a cavity of 80mm×10mm×4mm; press at 50°C and a pressure of 1.2GPa for 5 minutes, and solid-state molding to form PLA with a microscopic shell layer structure. Figure 1 is the microstructure of the PLA spline prepared by injection molding, Figures 2 and 3 are the shell-like microstructure of PLA after solid-state molding, and Figure 4 is the microstructure of the shell-like layered structure.
Embodiment 2
[0032] At 150-200°C and injection pressure of 60bar to 160bar, plastic degradable PLA specimens were injected; the injected PLA specimens were cut into cuboid shapes of 35mm×10mm×4mm; the prepared PLA specimens were placed Into the middle of the mold cavity with a cavity of 80mm×10mm×4mm; keep it at 110°C and a pressure of 300MPa for 5 minutes, and solid-state molding to form PLA with a microscopic shell layer structure. The mechanical properties of PLA splines without heat treatment after molding The performance is as follows:
[0033] Crystallization time of the bar at 100°C
Embodiment 3
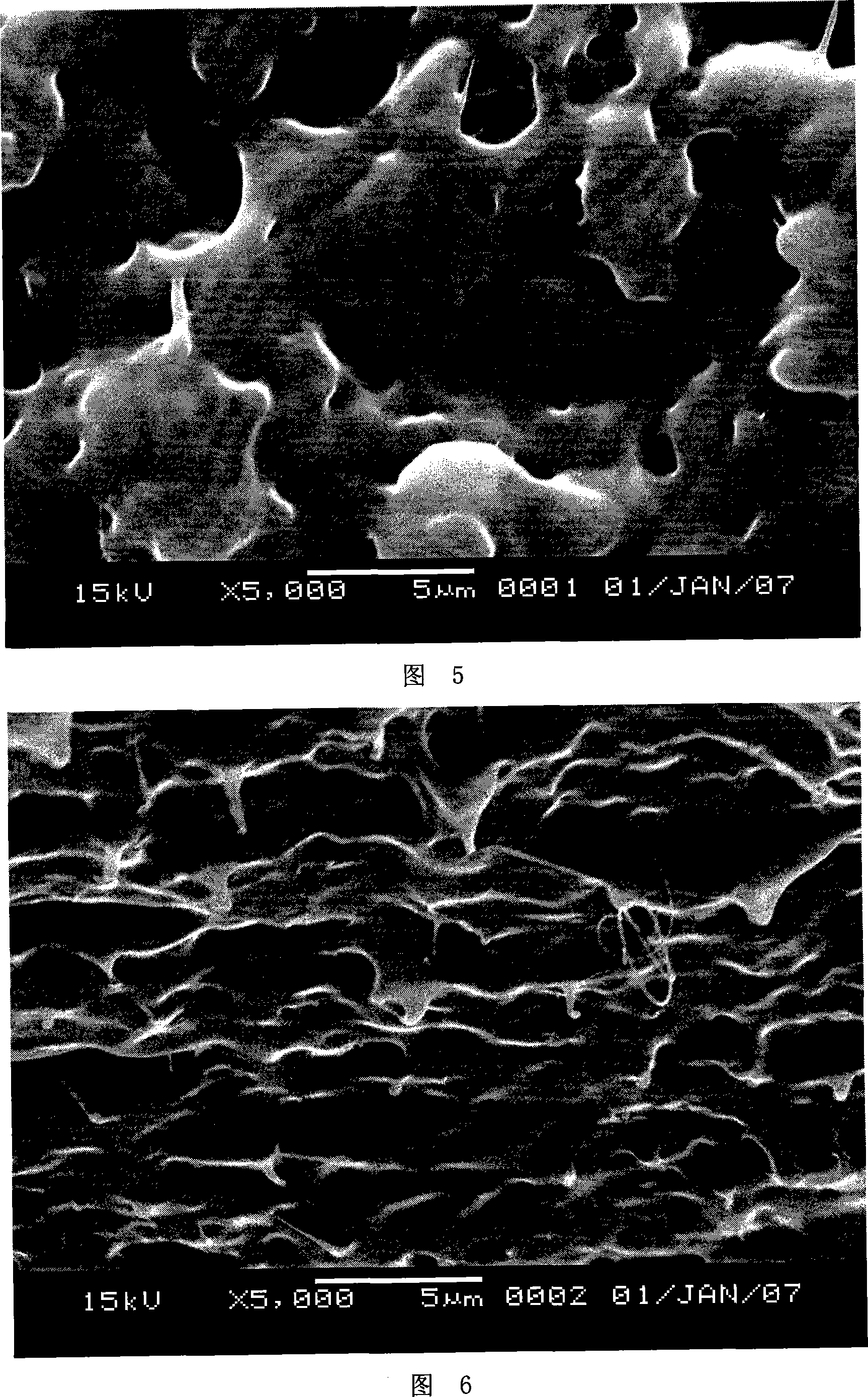
[0035] At 150-200°C and injection pressure of 60bar to 160bar, plastic degradable PLA samples were injected; the injected PLA samples were cut into cuboid shapes of 35mm×10mm×4mm; the prepared PLA samples were placed Into the middle of the mold cavity with a cavity of 80mm×10mm×4mm; place the PLA billet that has been crystallized for 40 minutes at 110°C, change the pressure and keep it for 5 minutes (the cross-sectional appearance is shown in Figures 5, 6, and 7), and the sample without heat treatment after molding The mechanical properties of the strips are as follows:
[0036] Processing pressure of spline (MPa) Impact strength of spline (kJ / m 2 )
[0037] 0 13.39
[0038] 75 22.45
[0039] 150 38.03
[0040] 250 46.25
[0041] 375 37.91
[0042] 600 40.82
PUM
| Property | Measurement | Unit |
|---|---|---|
| Melting point | aaaaa | aaaaa |
| Intrinsic viscosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com