Coating material horizontal continuous casting direct recombination forming apparatus and technology
A cladding material and composite forming technology, which is applied to the equipment and process of cladding material horizontal continuous casting and direct composite forming, and the field of cladding material horizontal continuous casting and direct composite forming, which can solve the problem that the interface cannot be well composited and the composite transition layer is too thick and brittle. Problems such as complex phase and curling mechanism
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
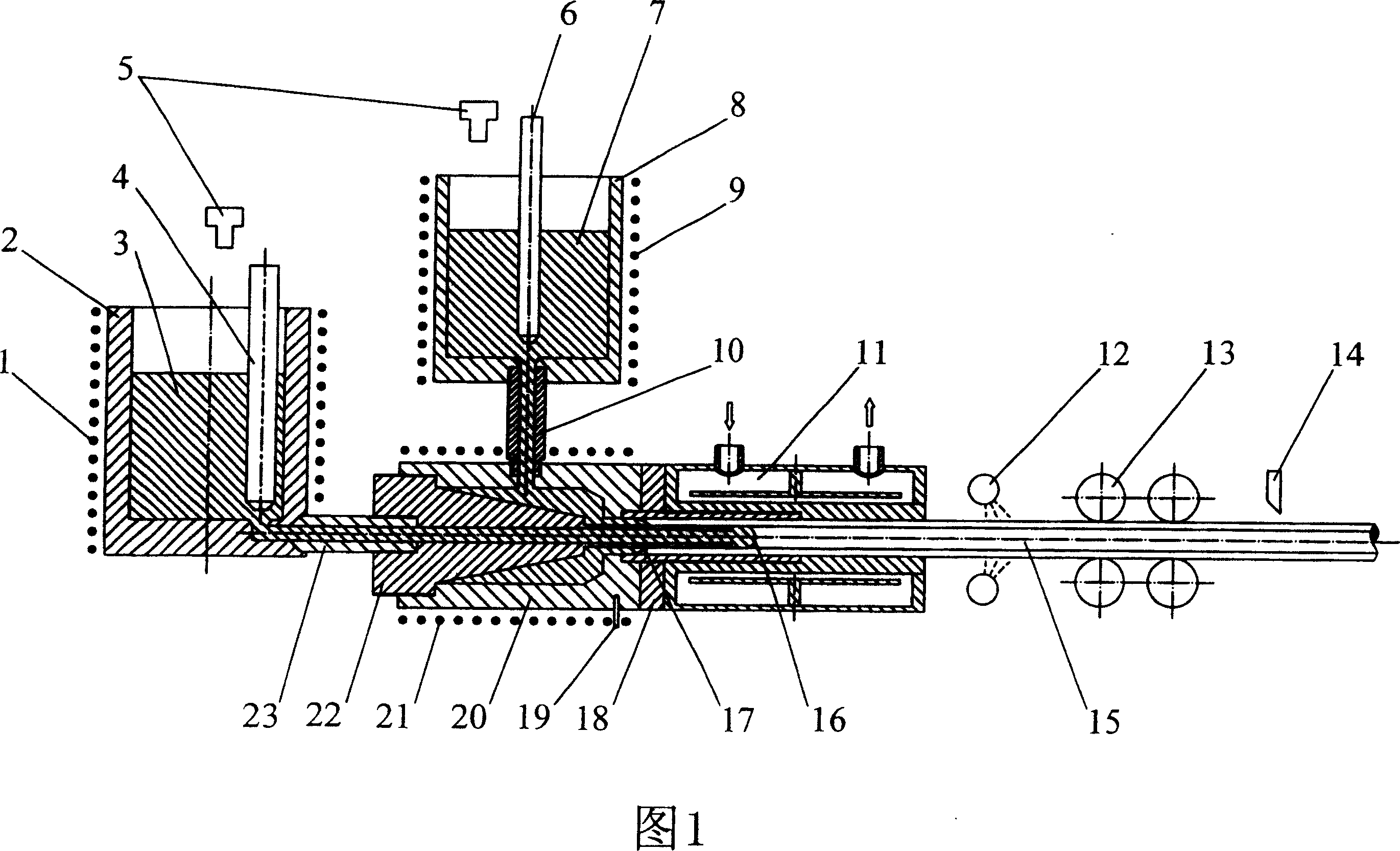
[0016]Fig. 1 is a kind of embodiment of the equipment of the present invention. Its equipment consists of clad metal temperature-controlling crucible 8, heating element 9, thermometer 5 and stopper rod 6 to form a cladding metal insulation system; the core metal temperature-controlling crucible 2, heating element 1, thermometer 5 and The stopper rod 4 constitutes the core metal heat preservation system; it consists of the clad metal flow guide pipe 10, the clad metal heat preservation cavity 20 and its heating element 21, the thermometer 19, the core metal flow guide pipe 23, and the core metal liquid The pouring pipe 22, clad metal crystallizer 11 and secondary cooling device 12 constitute a pouring and solidification system; the traction mechanism 13 and its controller, sawing device 14 constitute a continuous casting system. The heating elements 1, 9, 21 can adopt induction heating, resistance heating or flame heating. Core metal temperature-controlling crucible 2, coating...
PUM
| Property | Measurement | Unit |
|---|---|---|
| freezing point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com