Centrally gated cast metal rotary friction plates and method of manufacture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
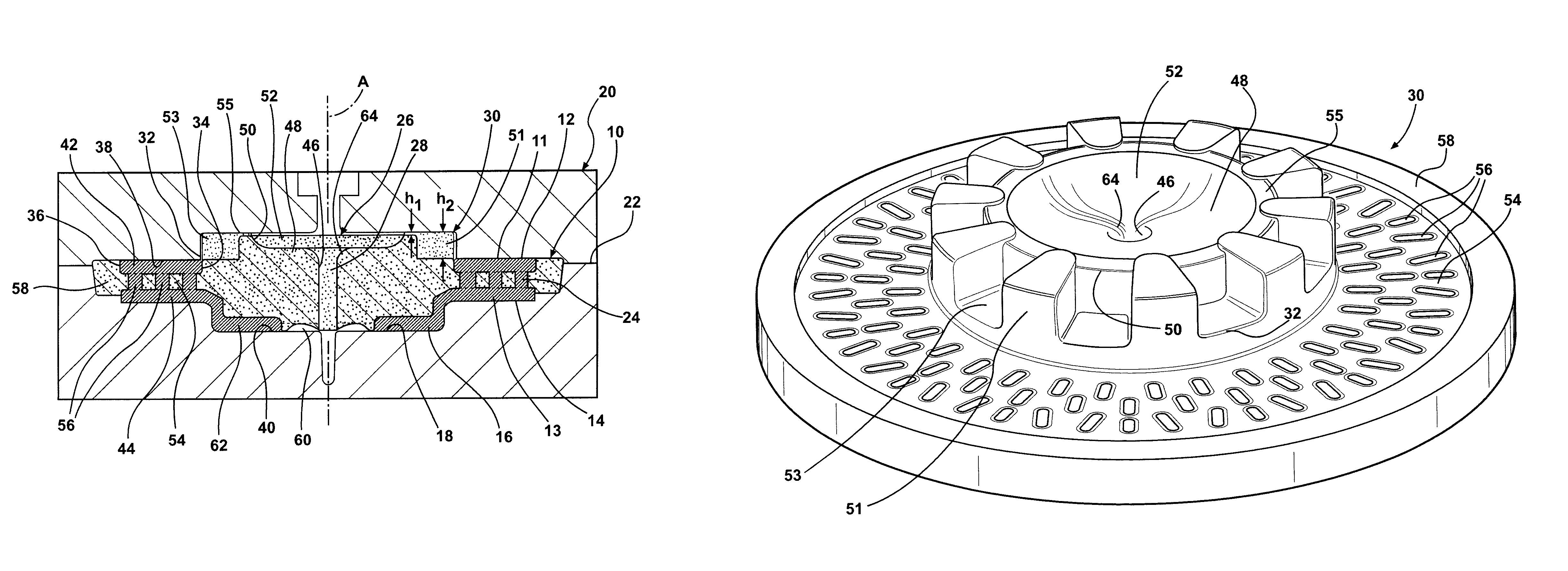
[0026]I have cast standard brake rotors and clutch plates using this central filling system through the open center of the casting, which routes the molten metal through the inside diameter, horizontally across the short feeding distance to the outside diameter. This produces no noticeable variation around the solid casting structure as the one thermal gradient solidified in one circular flow of heat extraction. This horizontal orientation can be adapted for vertically parted molds but it best suited for horizontally parted molds, and is adaptable to all rotary friction plates and other devices where uniform development of cast metal properties is desired in the circumferential direction across the friction surfaces.
[0027]The way I have done this is to use the horizontal orientation of the mold cavity but pour all the melt in through a central gating and outward through the cavity, (not from outside inward) of the volume to be cast, through several closely positioned inlets on the s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
| Distribution | aaaaa | aaaaa |
| Friction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com