


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Heat shock resistant graphite and metal brazing method
A brazing method and metal technology, applied in the direction of metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problem of thermal shock resistance without joints, and achieve the effect of reducing residual thermal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
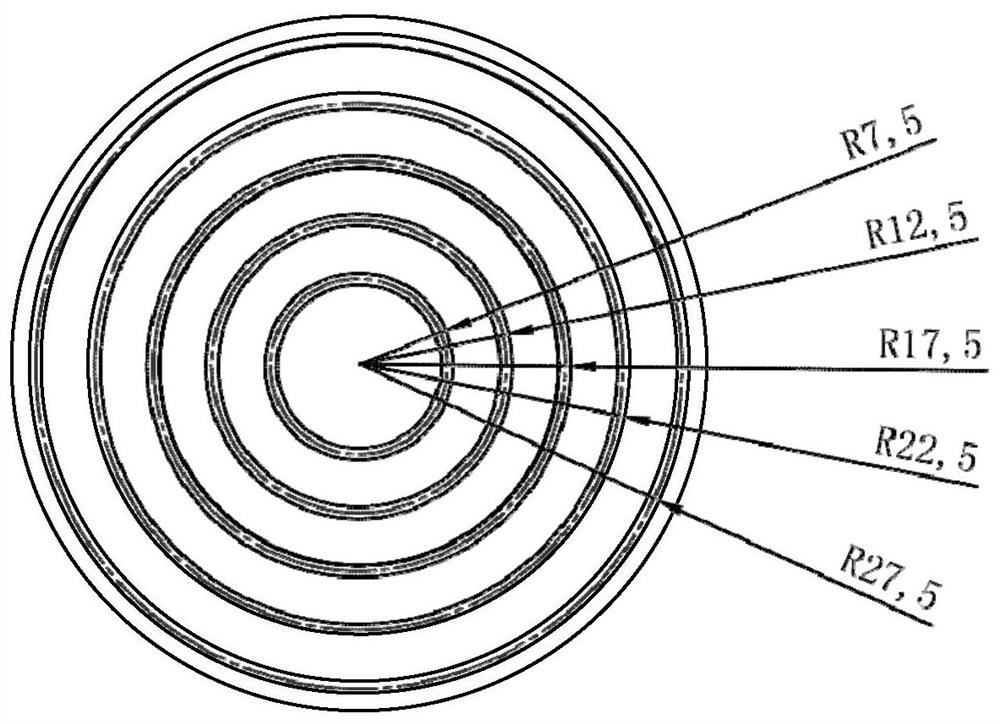
[0025] On the welding surface of the graphite base material to be welded with a diameter of 60mm, press figure 1 The machined annular groove shown is the center position of the groove is R7.5mm, R12.5mm, R17.5mm, R22.5mm, R27.5mm in the radial direction, the width is 1mm, and the depth is 0.5mm;
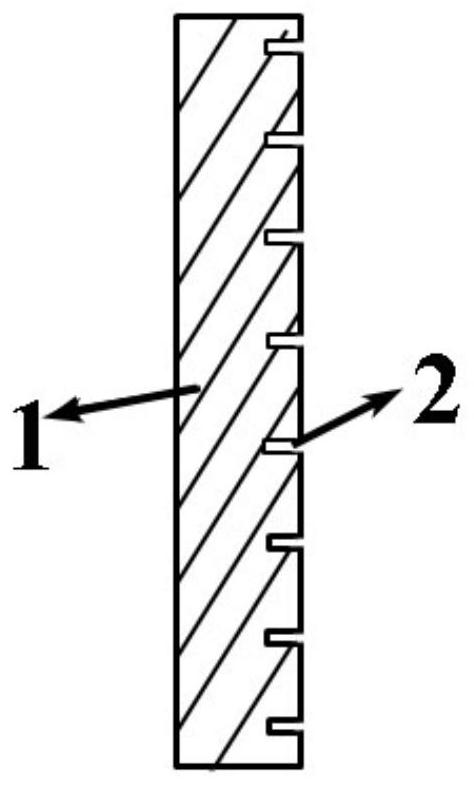
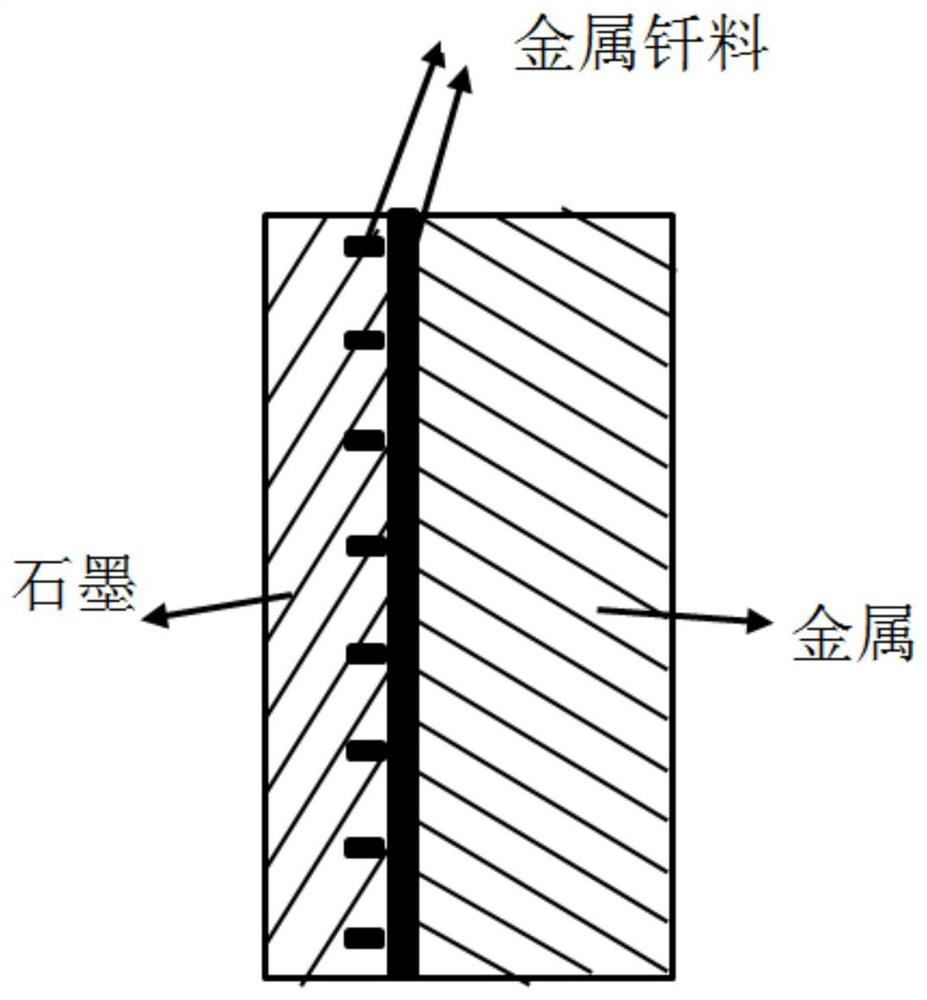
[0026] When brazing assembly, first fill the groove with AgCuTi metal solder powder, scrape it flat with a blade, and then place a 50-micron AgCuTi solder foil strip between the graphite and pure iron, and the assembled module to be brazed Such as figure 2 shown.
[0027] Put the assembled graphite and pure iron samples into a vacuum brazing furnace for vacuum brazing. The brazing specification is 870°C, the holding time is 10min, and the temperature is lowered to 450°C at a cooling rate lower than 5°C / min. , and then cooled to room temperature with the furnace.
[0028] Put the obtained joint into the air furnace at 450°C for 10 minutes, take it out and put it directly into cold...
Embodiment 2
[0030] On the welding surface of the graphite base material to be welded with a diameter of 60mm, press figure 1 The machined annular groove shown is the center position of the groove is R7.5mm, R12.5mm, R17.5mm, R22.5mm, R27.5mm in the radial direction, the width is 1mm, and the depth is 0.5mm;
[0031] When brazing assembly, first fill the groove with AgCuInTi metal solder powder, scrape it flat with a blade, and then place a 50-micron AgCuInTi solder foil strip between the graphite and pure iron, and the assembled module to be brazed Such as figure 2 shown.
[0032] Put the assembled graphite and pure iron samples into a vacuum brazing furnace for vacuum brazing. The brazing specification is 800°C, the holding time is 10min, and the temperature is lowered to 450°C at a cooling rate lower than 5°C / min. , and then cooled to room temperature with the furnace.
[0033] Put the obtained joint into the air furnace at 450°C for 10 minutes, take it out and put it directly into ...
Embodiment 3
[0035] On the welding surface of the graphite base material to be welded with a diameter of 60mm, press figure 1 The machined annular groove shown is the center position of the groove is R7.5mm, R12.5mm, R17.5mm, R22.5mm, R27.5mm in the radial direction, the width is 1mm, and the depth is 0.5mm;
[0036]When brazing assembly, first fill the groove with AgCuTi metal solder powder, scrape it flat with a blade, then put the graphite filled with metal solder powder into a vacuum brazing furnace, raise the temperature to 870°C and keep it for 10 minutes, so that The metal powder is melted, and the temperature is lowered to 450°C at a cooling rate not greater than 5°C / min, and then cooled to room temperature with the furnace;
[0037] Take out the pre-brazed graphite, fill the groove with AgCuTi metal solder powder and scrape it flat with a blade, then place a 50-micron AgCuTi solder foil strip with a thickness of 50 microns between the graphite and the pure iron, and the finished a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com