Welding method of thin-wall high-strength steel plate
A high-strength steel plate and welding method technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of easy softening and deformation of thin-walled and thick steel plates during welding, so as to eliminate the content of diffusible hydrogen and reduce welding cracking Risk, the effect of preventing deformation of the steel plate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043] The present invention will be further described in detail below in conjunction with the examples. The examples are exemplary and intended to explain the present invention, but should not be construed as limiting the present invention.
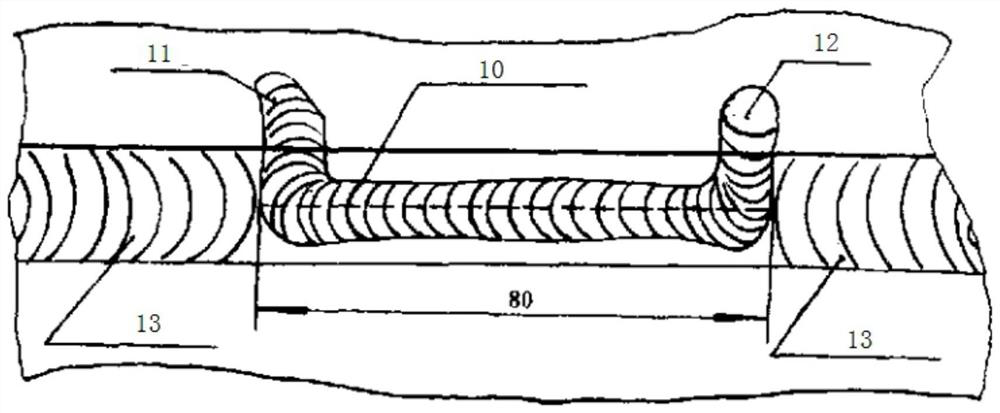
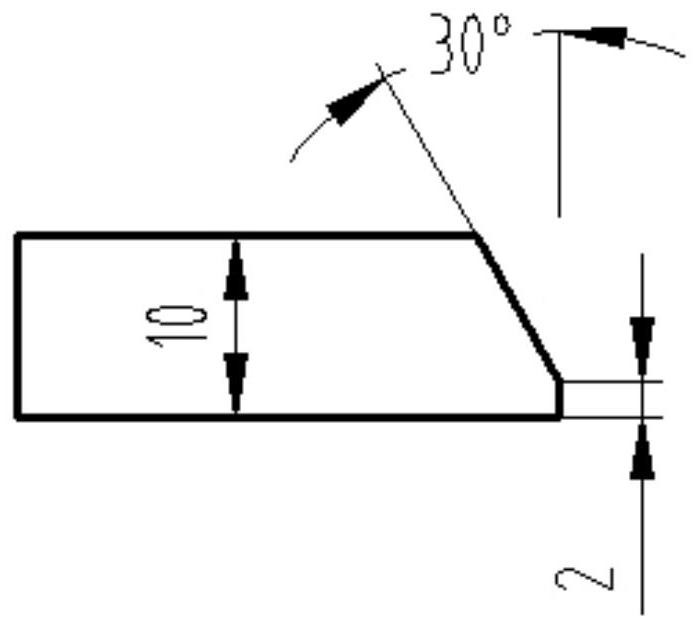
[0044] The chemical composition percentage of the high-strength steel plate in this embodiment: C: 0.10-0.20; Si: 0.25-0.35; Mn: 1.0-1.5; P≤0.010; S≤0.005; Cr: 0.1-0.35; Ni: 0.01-0.05; Cu: 0.01-0.06; Mo: 0.3-0.75; V: 0.010-0.035; the rest is Fe, and the thickness of the high-strength steel plate is 10mm. The size of the test plate is: 500mm*200mm*10mm (thickness); butt weld; the welding process steps of the welding process method of the thin-walled high-strength steel plate in this embodiment are as follows:
[0045] 1. Selection of welding materials
[0046] Welding consumables for metal shielded arc welding, Bole welding wire diameter 1.2mm solid wire; grade TUnion GM120; protective atmosphere is argon-rich (80vt%Ar+20vt%CO 2 );
[...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com