A kind of 1420mpa class pc steel bar special parent metal wire rod and its preparation method
A technology of wire rod and base metal, which is applied in the field of steel rolling, can solve the problems of reduced production efficiency, residual stress of quenching cracking, and unreasonable composition design, etc., and achieve the effects of optimizing design, eliminating residual stress, and shortening induction heating time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0023] The preparation method of the special base metal wire rod for 1420MPa grade PC steel bars according to the present invention comprises the steps of heating, rough intermediate rolling and pre-finishing, pre-controlled cooling, finishing rolling, controlled cooling, spinning and slow cooling, and specifically includes the following steps:
[0024] A. Heating: The steel billet is sent to the heating furnace and heated to 1040-1070°C. The steel billet includes the following chemical components in terms of mass percentage: C: 0.27%-0.32%, Si: 0.80%-1.00%, Mn: 1.0% ~1.20%, Ti: 0.010~0.017%, P≤0.025%, S≤0.025%, Mo≤0.010%, N:≤0.0060%; and Si+Mn≤2.0%, Si:N≥160; the rest are Fe and inevitable impurities;
[0025] B. Roughing and intermediate rolling and pre-finishing rolling: the heated billet is rolled for 18 passes, the rolling temperature is 1040~1070℃, and the total rolling reduction rate is 98.0%~98.6%;
[0026] C. Pre-cooling: The rolling stock after the pre-finishing rol...
Embodiment 1
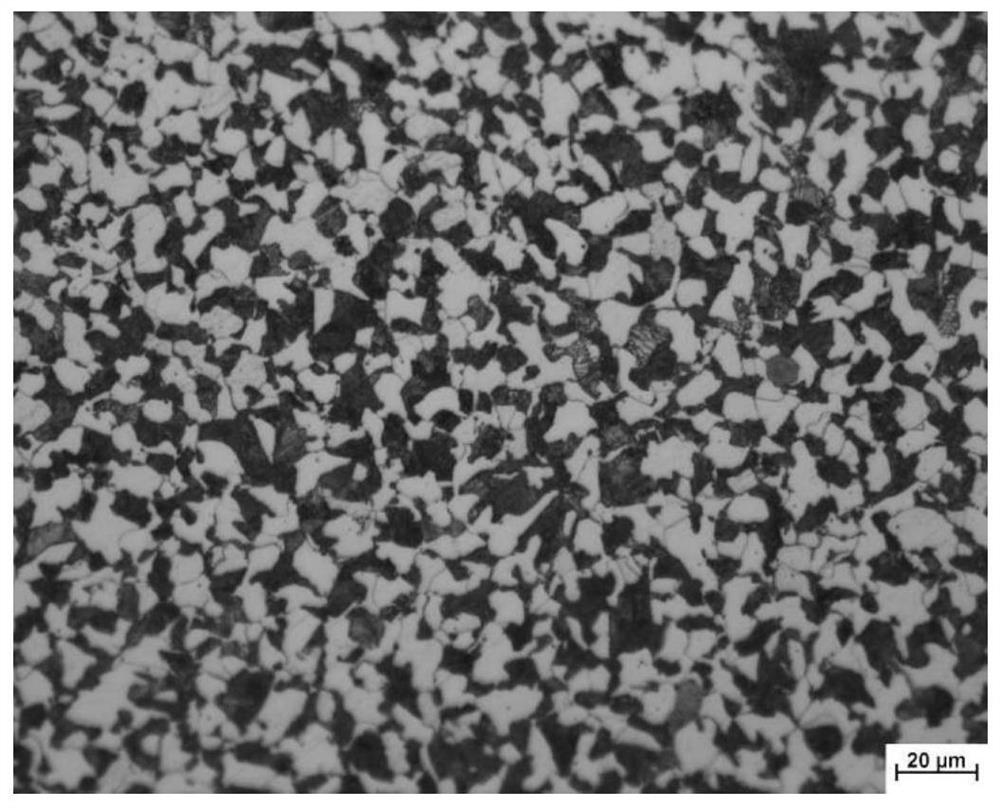
[0037] The 150mm×150mm cold billet is sent to the heating furnace for heating. The billet contains the following chemical components by mass percentage: C: 0.30%, Si: 0.80%, Mn: 1.18%, Ti: 0.010%, P: 0.013%, S: 0.019%, Mo: 0.008%, N: 0.0045%, Si+Mn=21.98%, Si: N=177; the rest are Fe and unavoidable impurities; the billet stays in the soaking section for 30min, and it is After 60 minutes, the steel billet after being released from the furnace is subjected to eighteen passes of finishing rolling and pre-finishing rolling, the total reduction rate is 98.6%, and the rolling temperature is 1040 ° C, to obtain the pre-finishing rolling stock. The rolled piece after pre-finishing is cooled by water in 2 stages, with a total water volume of 216m 3 / h, the specific water volume is 1.0:1.0, and back-purging is performed after water cooling between sections to obtain a 940°C finishing rolling stock. The 940 ℃ advanced finishing rolling stock is then subjected to 6 passes of finishing ro...
Embodiment 2
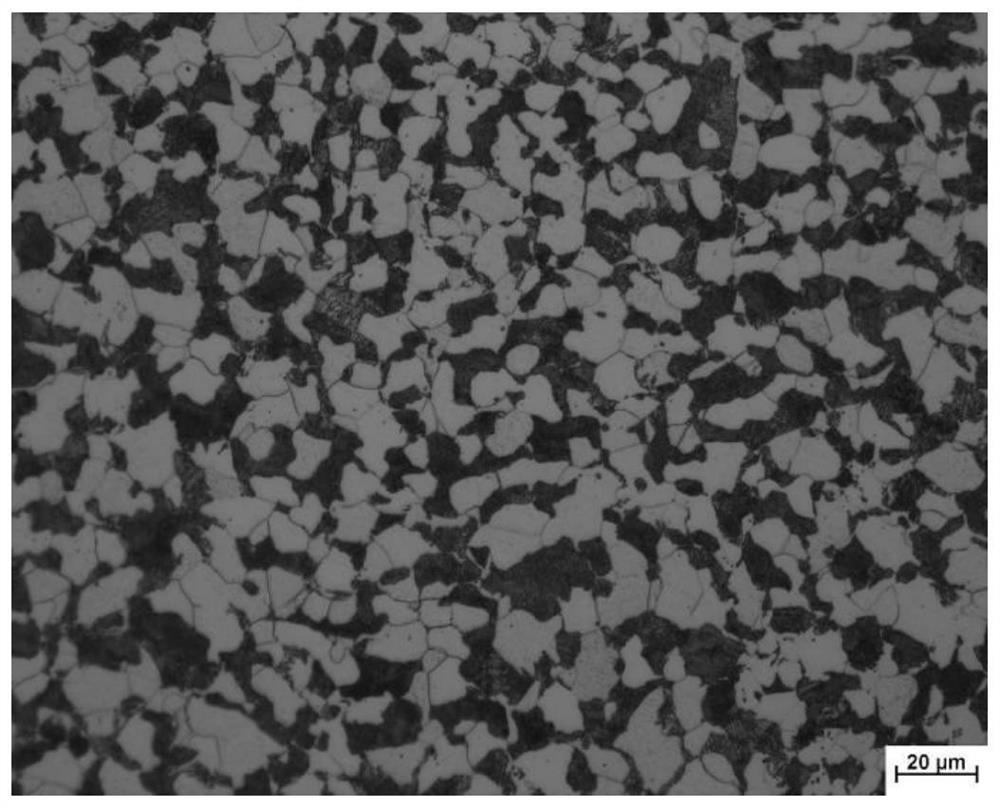
[0040] The 150mm×150mm cold billet is sent to the heating furnace for heating. The chemical composition of the billet is calculated as: C: 0.27%, Si: 0.99%, Mn: 1.01%, Ti: 0.015%, P: 0.016% , S: 0.020%, Mo: 0.005%, N: 0.0060%, Si+Mn=2.0%, Si: N=165; the rest are Fe and inevitable impurities. The billet stayed in the soaking section for 35 minutes, and the total time in the furnace was 80 minutes. The billet after being released from the furnace was subjected to eighteen passes of finishing rolling and pre-finishing rolling, the total reduction rate was 98.0%, and the rolling temperature was 1070 ℃. Rolled stock. The rolled piece after pre-finishing is cooled by water in 2 stages, with a total water volume of 216m 3 / h, the specific water volume is 1:1, and back-purging is performed after water cooling between sections to obtain a 970°C finishing rolling stock. The 970 ℃ advanced finishing rolling stock is then subjected to 6 passes of finishing rolling in the finishing rolli...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com