Assembly Technology of Blind Hole Tooling with High Precision Requirements
An assembly process and high-precision technology, applied in the field of mechanical processing, can solve problems such as the inability to meet hole accuracy and surface roughness, high dependence on workers' assembly technology level, and difficulty in meeting assembly requirements, so as to improve manufacturing process and improve assembly The qualified rate and quality are stable and reliable
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
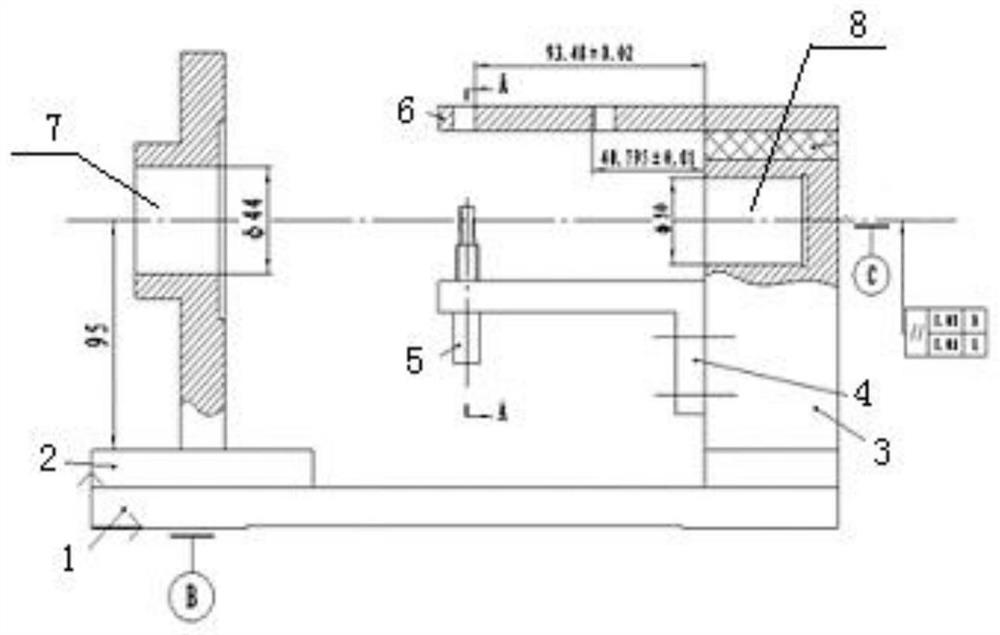
[0055] The invention provides an assembly process of a blind hole tooling with high precision requirements, which specifically includes the following steps:
[0056] 1) The base 1 blank is provided in the form of No. 45 steel sheet. During rough machining, leave 0.5-0.6mm allowance in the thickness direction (board size 17×124×336), and leave 0.3mm grinding amount on the front side, and normalize the material. After quenching, cleaning, and aging heat treatment, rough grinding and fine grinding on both sides of the thickness and the front face, fully eliminate the deformation after heat treatment, and ensure that the parallelism of the two sides of the thickness is within 0.01mm, and the perpendicularity to the alignment reference plane is within 0.005mm;
[0057] 2) The blank of support plate 2 is provided in the form of No. 45 steel forgings. During rough machining, the full shape is milled, leaving a margin of 0.4-0.5mm in the thickness direction and a margin of 0.3mm on the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| verticality | aaaaa | aaaaa |
| verticality | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com