Grinding wheel, preparation method and application thereof
A grinding wheel and abrasive technology, applied in the field of grinding wheel and preparation, can solve the problems of service life, processing efficiency and poor yield of electroplated grinding wheels, and achieve the effects of low cost, improved service life and good holding force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0030] The preparation method of this embodiment includes the following process steps:
[0031] 1) Ingredients: pre-mixed graded diamond particles and alloy powder brazing filler metal to form molding materials, using a three-dimensional mixer, and the mixing time is 50 minutes. The composition of the alloy powder brazing filler metal is 31wt% Ni, 25wt% Mn, 1.8wt% Si, 0.80wt% B, 1.0wt% Fe, 2.5wt% Cr, the balance is Cu; added diamond particles The weight is 3.0wt% of the alloy powder solder weight.
[0032] 2) Cloth: Adjust the tooling and mold, place the machined 65Mn steel substrate (after cleaning the surface of the steel substrate, pre-coated with adhesive and flow blocking agent), then put the molding material, and assemble it into the molding fixture. The steel substrate is 65Mn material.
[0033] 3) Brazing and vacuum sintering: Assemble the fabricated grinding wheel blanks in the mold frame, and heat and sinter in a vacuum heating furnace. The vacuum sintering temperature is...
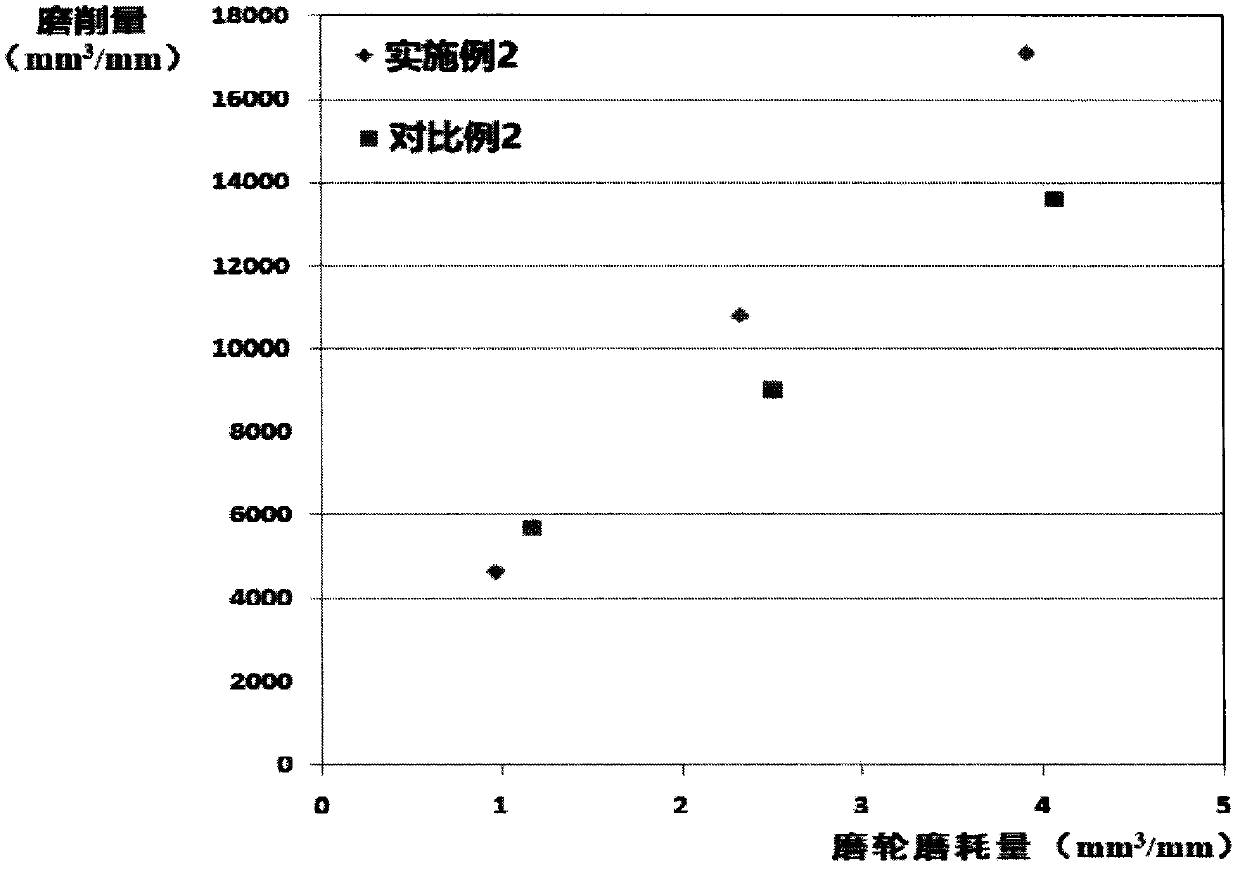
Embodiment 2
[0038] The preparation method of this embodiment includes the following process steps:
[0039] 1) Ingredients: Pre-mix the graded diamond particles and silicon carbide particles with the alloy powder brazing filler metal to form a molding material. The mixing material uses a three-dimensional mixer, and the mixing time is 50 minutes. The composition of the alloy powder brazing filler metal is 31wt% Ni, 25wt% Mn, 1.8wt% Si, 0.80wt% B, 1.0wt% Fe, 2.5wt% Cr, the balance is Cu; added diamond particles The weight of is 2.5wt% of the weight of the alloy powder solder, and the weight of the added silicon carbide particles is 0.50wt% of the weight of the alloy powder solder.
[0040] 2) Cloth: Adjust the tooling and mold, place the machined 65Mn steel substrate (after cleaning the surface of the steel substrate, pre-coated with adhesive and flow blocking agent), then put the molding material, and assemble it into the molding fixture. The steel substrate is 65Mn material.
[0041] 3) Brazi...
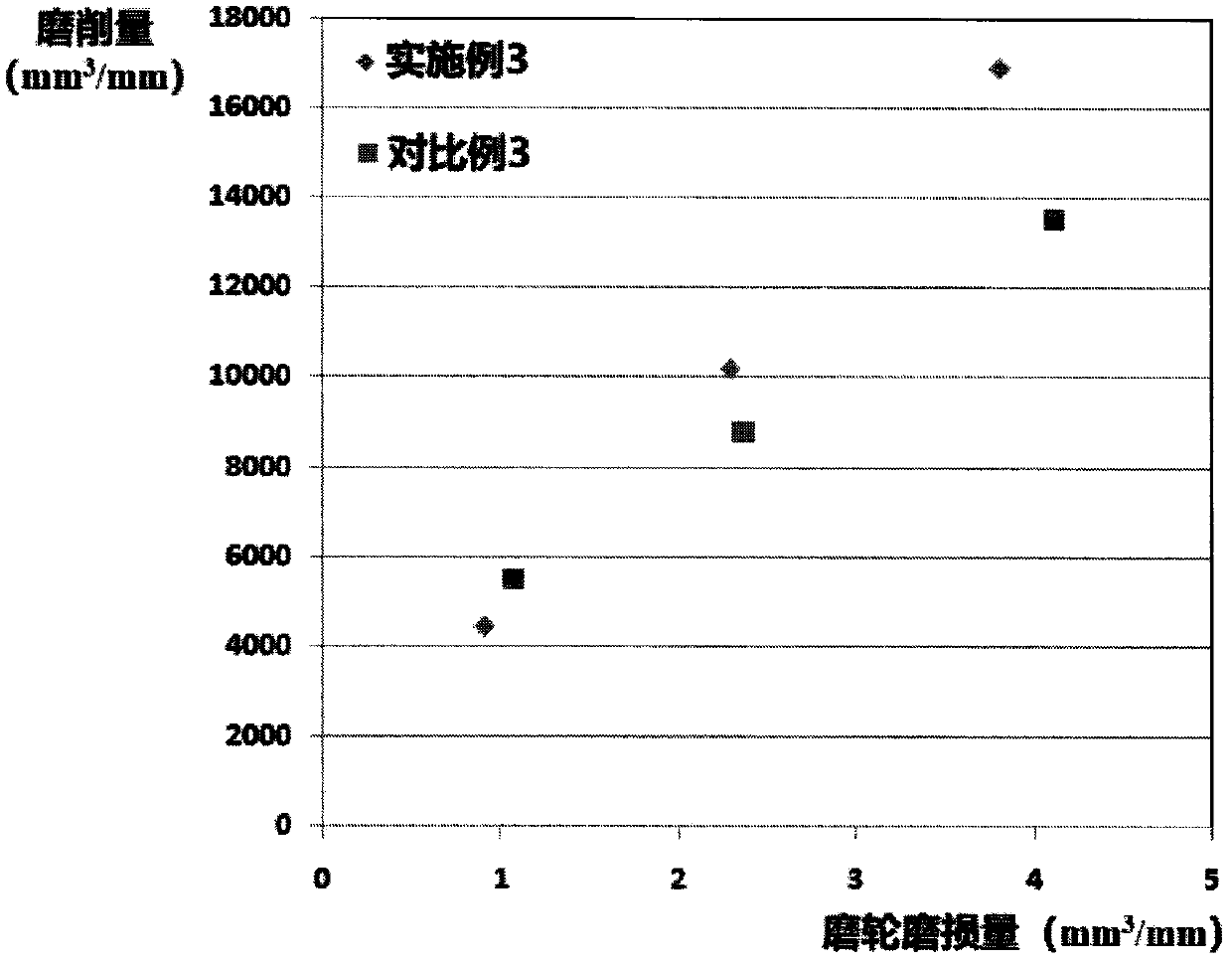
Embodiment 3
[0046] The preparation method of this embodiment includes the following process steps:
[0047] 1) Ingredients: Premix the graded diamond particles and corundum particles with the alloy powder brazing filler metal to form a molding material. The mixing material adopts a three-dimensional mixer, and the mixing time is 50 minutes. The composition of the alloy powder brazing filler metal is 33wt% Ni, 24wt% Mn, 1.25wt% Si, 1.0wt% B, 1.5wt% Fe, 1.2wt% Cr, the balance being Cu; added diamond particles The weight of is 2.5wt% of the weight of the alloy powder solder, and the weight of the corundum particles added is 0.5wt% of the weight of the alloy powder solder.
[0048] 2) Cloth: Adjust the tooling and mold, place the machined 65Mn steel substrate (after cleaning the surface of the steel substrate, pre-coated with adhesive and flow blocking agent), then put the molding material, and assemble it into the molding fixture. The steel substrate is 65Mn material.
[0049] 3) Brazing and vacu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com