


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Rib cavity protection method for welding of U-shaped rib of titanium alloy frame vehicle body
A titanium alloy, U-shaped technology, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of inability to protect air pollution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
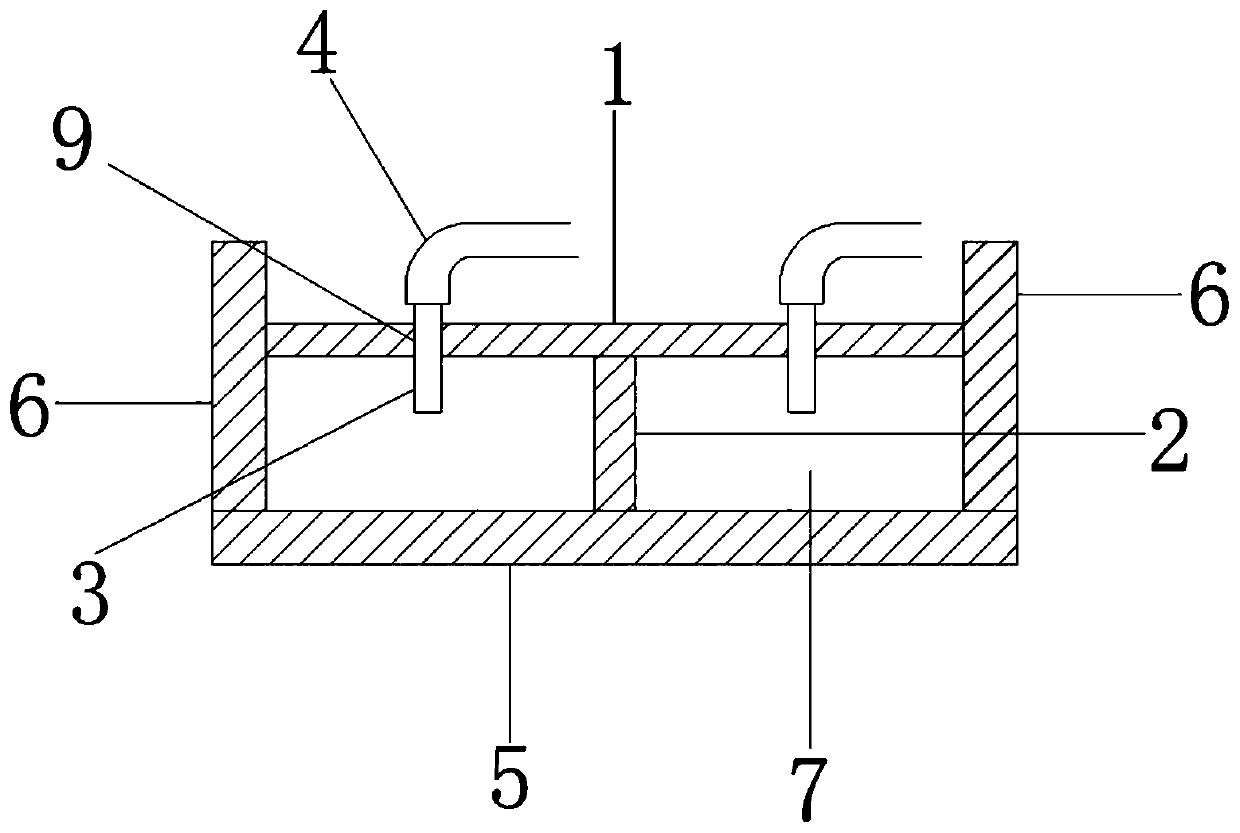
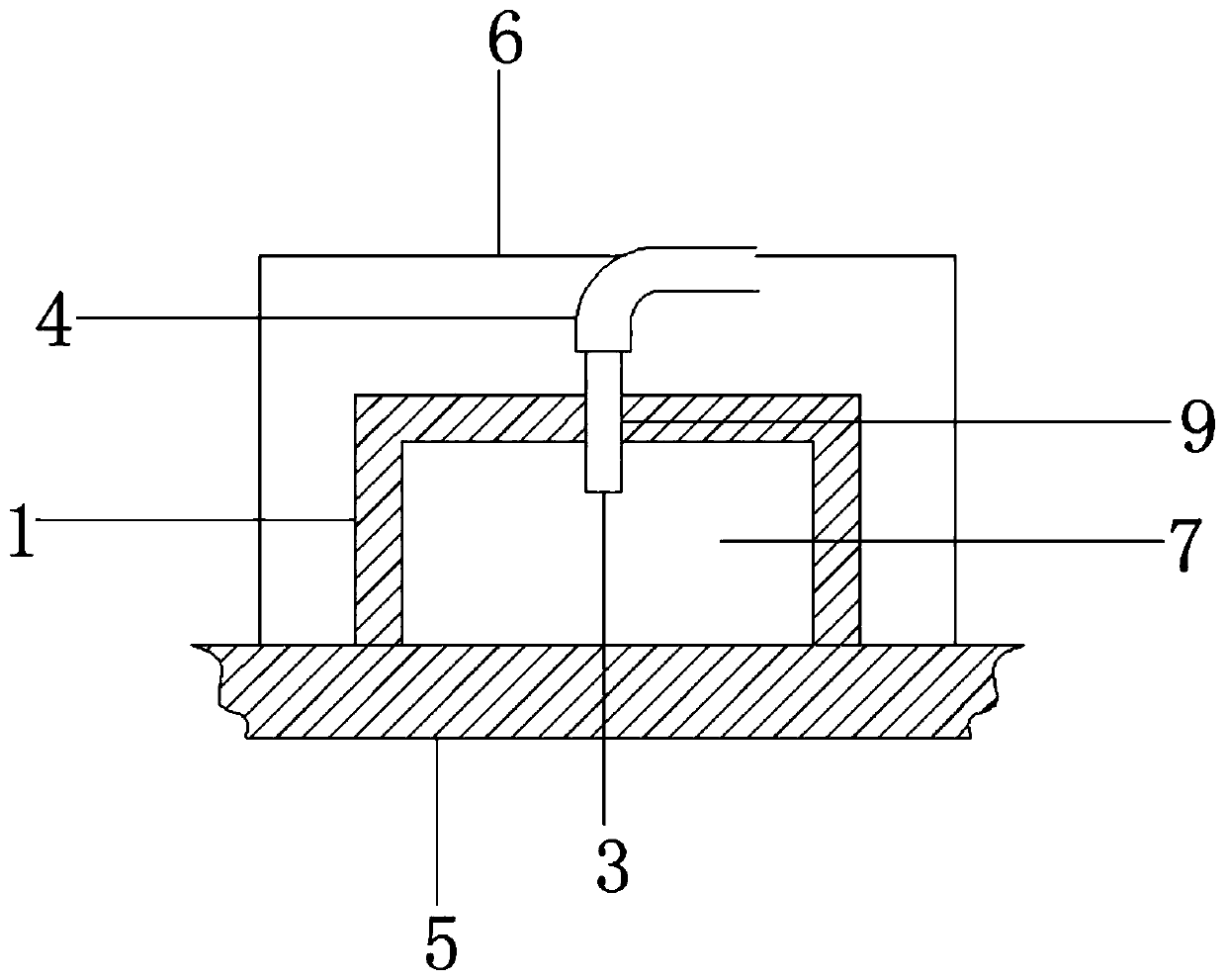
[0021] A rib cavity protection method for U-shaped rib welding of a titanium alloy frame car body. Firstly, a process hole 9 is arranged on the upper surface of the U-shaped rib 1, and then the U-shaped rib 1 is fitted to the surface of the deck 5 and the side plate 6 to form an extrusion Cavity 7, and control the gap formed by lamination should be <3mm, then fill the argon gas from the process hole 9 into the extrusion cavity 7 to squeeze out the air, after the air is squeezed out from the extrusion cavity 7, start Arc welding U-shaped rib 1 and deck 5, U-shaped rib 1 and side plate 6.
[0022] The number of process holes 9 arranged on the U-shaped bar 1 is determined according to the length of the welded U-shaped bar 1. When the length of the U-shaped bar 1<400mm, drill a process hole 9; when 400mm≤U-shaped bar 1 length<800mm, Set two process holes 9 symmetrically with the left and right symmetry lines of the U-shaped rib 1 as the symmetrical axis, and the distance between t...
Embodiment 2
[0030] A rib cavity protection method for welding U-shaped ribs of a titanium alloy frame car body First, a process hole 9 is provided on the upper surface of the U-shaped rib 1, and then the U-shaped rib 1 is fitted with the surface of the deck 5 and the side plate 6 to form an extrusion cavity 7, and control the gap formed by lamination should be <3mm, then fill the argon gas from the process hole 9 into the extrusion chamber 7 to squeeze out the air, after the air is squeezed out from the extrusion chamber 7, start to work Arc welding U-shaped rib 1 and deck 5, U-shaped rib 1 and side plate 6.
[0031] The number of process holes 9 arranged on the U-shaped bar 1 is determined according to the length of the welded U-shaped bar 1. When the length of the U-shaped bar 1<400mm, drill a process hole 9; when 400mm≤U-shaped bar 1 length<800mm, Set two process holes 9 symmetrically with the left and right symmetry lines of the U-shaped rib 1 as the symmetrical axis, and the distance...
Embodiment 3
[0039] A rib cavity protection method for U-shaped rib welding of a titanium alloy frame car body. Firstly, a process hole 9 is arranged on the upper surface of the U-shaped rib 1, and then the U-shaped rib 1 is fitted to the surface of the deck 5 and the side plate 6 to form an extrusion Cavity 7, and control the gap formed by lamination should be <3mm, then fill the argon gas from the process hole 9 into the extrusion cavity 7 to squeeze out the air, after the air is squeezed out from the extrusion cavity 7, start Arc welding U-shaped rib 1 and deck 5, U-shaped rib 1 and side plate 6.
[0040] The number of process holes 9 arranged on the U-shaped bar 1 is determined according to the length of the welded U-shaped bar 1. When the length of the U-shaped bar 1<400mm, drill a process hole 9; when 400mm≤U-shaped bar 1 length<800mm, Set two process holes 9 symmetrically with the left and right symmetry lines of the U-shaped rib 1 as the symmetrical axis, and the distance between t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com