Methods for preparation of low-carbon high-strength ship plate steel and regulation and evaluation of yield ratio
A technology of ship plate steel and yield-strength ratio, which can be used in instruments, analytical materials, measuring devices, etc., and can solve problems such as low cost and no regulation of yield-strength ratio.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] The target yield-to-strength ratio is: 0.83-0.90. The proportion of soft phase is required to be 13% to 22%, and the equivalent shape factor is not less than 0.017.
[0051] Rolling process: heating the billet to 1200℃~1220℃ with the furnace, (rising to the target temperature within 2.0h~2.5h, holding time is less than 1h). Rolled 7-9 times on the hot rolling mill, rolling 25-40mm. The starting rolling temperature is ≥1050°C, the final rolling temperature is ≥980°C; the total reduction ratio is 65-75%, and then air-cooled to room temperature; heat treatment is carried out for 40mm×40mm×70mm material, quenching and heat preservation at 860°C (60min)+700 ℃ two-phase zone quenching and heat preservation for 30 (min) + 500 ℃ heat preservation (60 min) tempering treatment; the soft phase column is 16.52%; the equivalent shape coefficient is 0.02646; the yield strength ratio is 0.88.
Embodiment 2
[0053] Target yield-to-strength ratio: 0.90-0.95; the ratio of the soft phase obtained through regulation is 11%-14%. The equivalent shape factor is not less than 0.018.
[0054] Rolling process: Rolling process: heating the cast slab to 1200 ℃ ~ 1220 ℃ with the furnace, (rising to the target temperature within 2.0h ~ 2.5h, holding time is less than 1h). Rolled 5-7 times on the hot rolling mill, rolling 30-40mm. The starting rolling temperature is ≥1150°C, and the final rolling temperature is ≥980°C; the total reduction rate is 75-85%, and then air-cooled to room temperature;
[0055] Heat treatment of 40mm×40mm×70mm material, 860°C heat preservation (70min) water cooling + 760°C heat preservation (30min) water cooling + 480°C (45min) heat preservation and tempering; the soft phase ratio is 13.34%; the equivalent shape factor is 0.02237, Yield ratio: 0.93
Embodiment 3
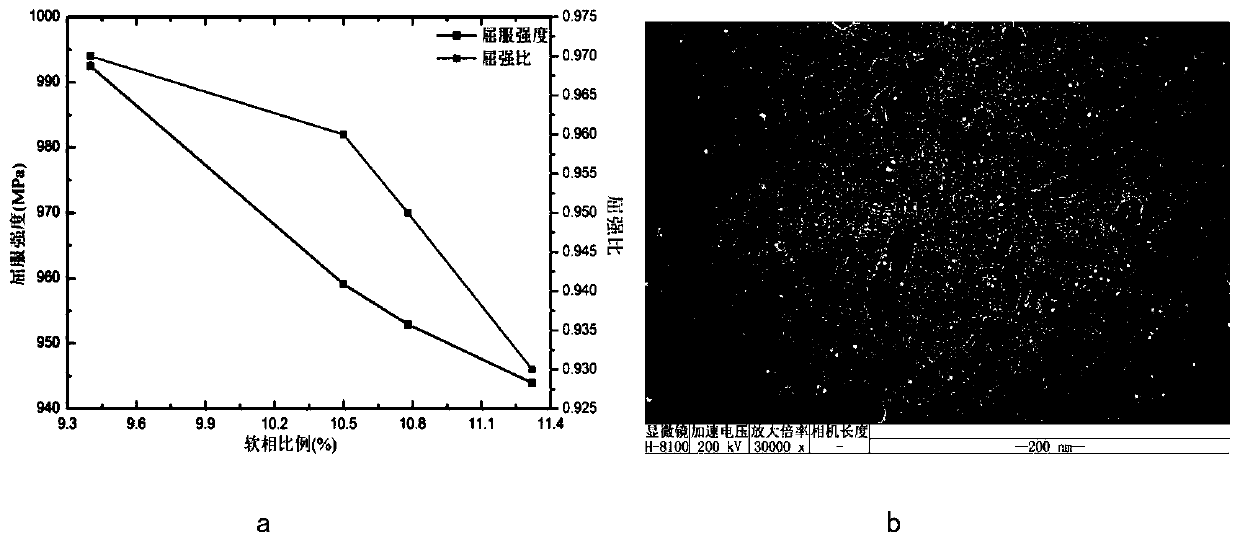
[0057] Target yield-to-strength ratio: 0.95-0.98; adjust the ratio of soft phase to 9%-11%. The equivalent shape factor is not less than 0.015.
[0058] Rolling process: heating the billet to 1200℃~1220℃ with the furnace, (rising to the target temperature within 2.0h~2.5h, holding time is less than 1h). On the hot rolling mill, it has been rolled for 5 to 7 passes, and the rolling is 35 to 40mm. The rolling start temperature is ≥1150°C, and the final rolling temperature is ≥980°C; the total reduction rate is 75-85%, and then air-cooled to room temperature. The material is quenched at 900°C (70min) + tempered at 450°C (60min); the soft phase ratio is 10.14%, the equivalent shape coefficient is 0.01775, and the yield strength ratio is 0.97.
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield ratio | aaaaa | aaaaa |
| yield ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com