
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Process for auxiliary agent preparation and direct bonding of aluminum alloy and PP
An aluminum alloy and -PP technology, which is applied in the field of auxiliary agent configuration and aluminum alloy-PP direct bonding process, can solve the problems of less mechanical interlocking and low probability of polymer materials entering aluminum alloy holes, and achieve improved affinity Good waterproof performance and improved bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] An auxiliary agent configuration and an aluminum alloy-PP direct bonding process, comprising the following steps:
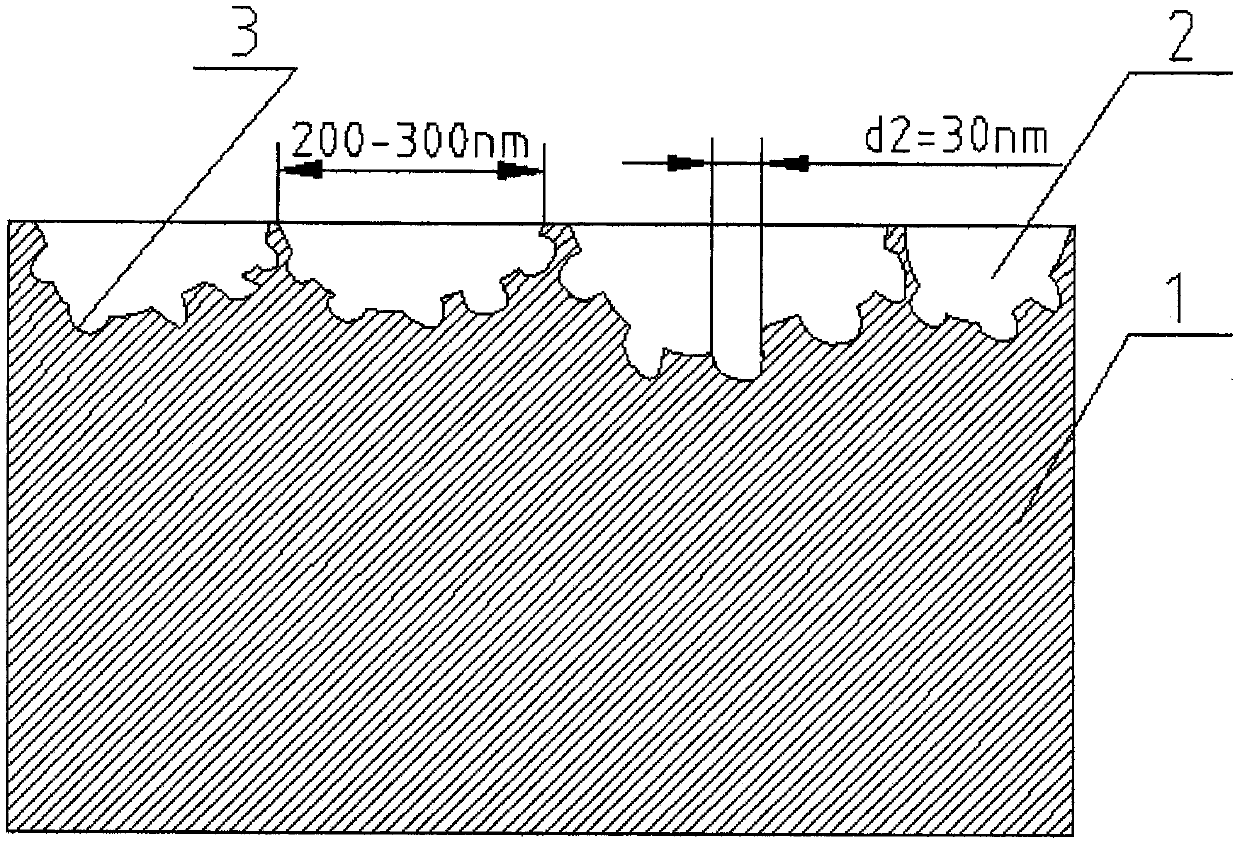
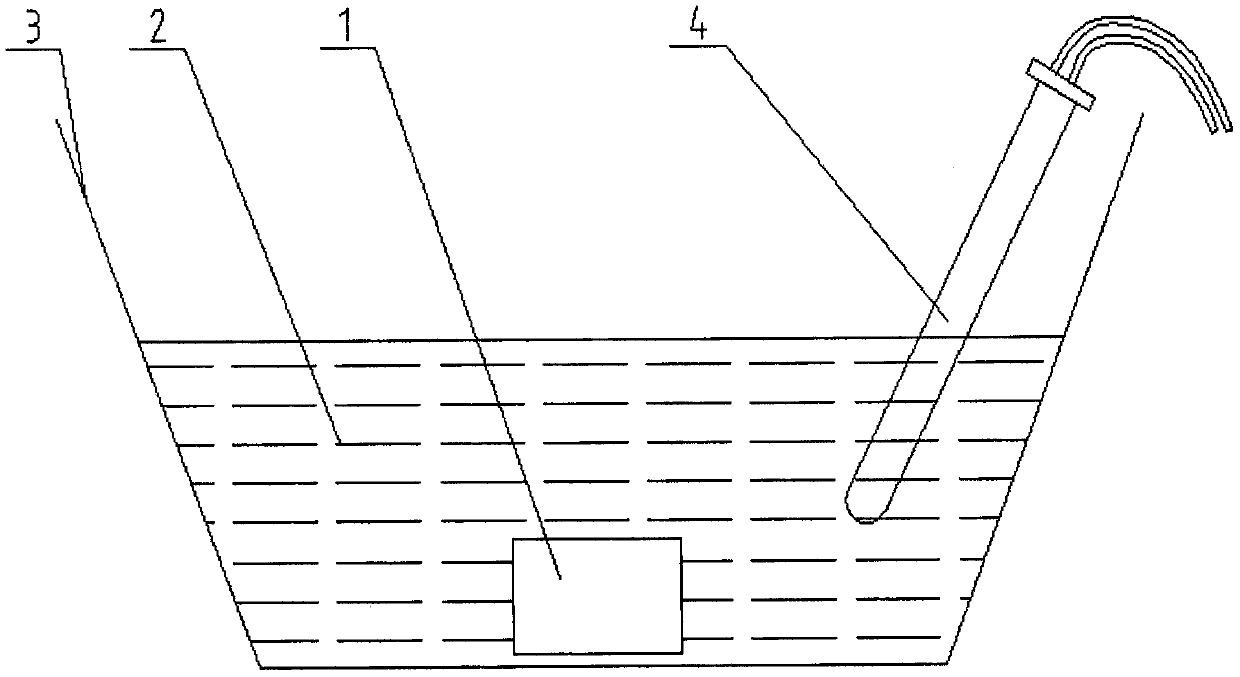
[0035] Step 1: Put the 2A12 aluminum alloy specimen after surface micro corrosion treatment into the ultrasonic working tank. The initial state of the aluminum alloy specimen is as follows: figure 1 As shown, the water temperature does not exceed 25°C, the ultrasonic probe uses 1000Hz, press figure 2 The following operations are performed as shown; the frequency of the ultrasonic probe is treated for 10 minutes to remove the air bubbles in the microscopic holes on the surface of the aluminum alloy test piece, and an auxiliary agent is added to the ultrasonic working tank. The auxiliary agent components include n-octyltriethoxysilane and octyl Trimethoxysilane, the ratio of its parts by mass is 3:5, the volume ratio of the auxiliary agent to the water in the ultrasonic working tank is 1:5, the ultrasonic probe continues to work and stir according to the fr...
Embodiment 2
[0045] An auxiliary agent configuration and an aluminum alloy-PP direct bonding process, comprising the following steps:
[0046] Step 1: Put the 2A12 aluminum alloy specimen after surface micro corrosion treatment into the ultrasonic working tank. The initial state of the aluminum alloy specimen is as follows: figure 1 As shown, the water temperature does not exceed 25°C, the ultrasonic probe uses 1000Hz, press figure 2 The following operations are performed as shown; the frequency of the ultrasonic probe is treated for 10 minutes to remove the air bubbles in the microscopic holes on the surface of the aluminum alloy test piece, and an auxiliary agent is added to the ultrasonic working tank. The auxiliary agent components include n-octyltriethoxysilane and octyl Trimethoxysilane, the ratio of its parts by mass is 3: 7, the volume ratio of the auxiliary agent to the water in the ultrasonic working tank is 1: 5, and the ultrasonic probe continues to work and stir according to th...
Embodiment 3
[0056] An auxiliary agent configuration and an aluminum alloy-PP direct bonding process, comprising the following steps:
[0057] Step 1: Put the 2A12 aluminum alloy specimen after surface micro corrosion treatment into the ultrasonic working tank. The initial state of the aluminum alloy specimen is as follows: figure 1 As shown, the water temperature does not exceed 25°C, the ultrasonic probe uses 1000Hz, press figure 2 The following operations are performed as shown: the frequency of the ultrasonic probe is treated for 10 minutes, the air bubbles in the microscopic pores on the surface of the aluminum alloy specimen are removed, and additives are added to the ultrasonic working tank. The additive components include n-octyltriethoxysilane and octyl Trimethoxysilane, the ratio of its parts by mass is 1:3, the volume ratio of the auxiliary agent to the water in the ultrasonic working tank is 1:5, the ultrasonic probe continues to work and stir according to the frequency of 100...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com