A method for ultra-fine grain rolling of large-size titanium alloy rods with reverse-cone helical rolls
A titanium alloy, large-scale technology, used in metal rolling, metal rolling, rolls, etc., can solve the problems of high HPT forming load, aggravated deformation unevenness, and increased deformation speed difference between the core and edge of the billet, etc. Achieve the effect of improving the surface quality and deformation uniformity, reducing the degree of uneven radial deformation, and reducing the lateral deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0070] Exemplary embodiments of the present invention will be described in detail below through specific examples. The following example takes the TC4 alloy rod with the specification of the blank 3 as Φ90×400 as an example, however, the present invention is not limited thereto, and TC4 alloy rods with other specifications can also be produced by the method of the present invention.
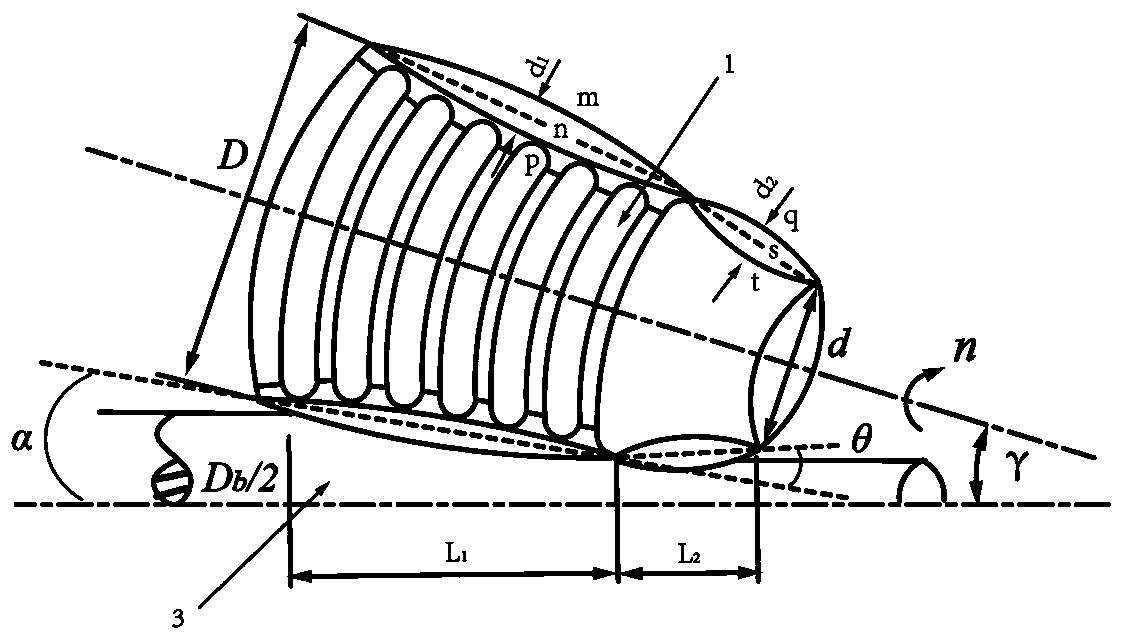
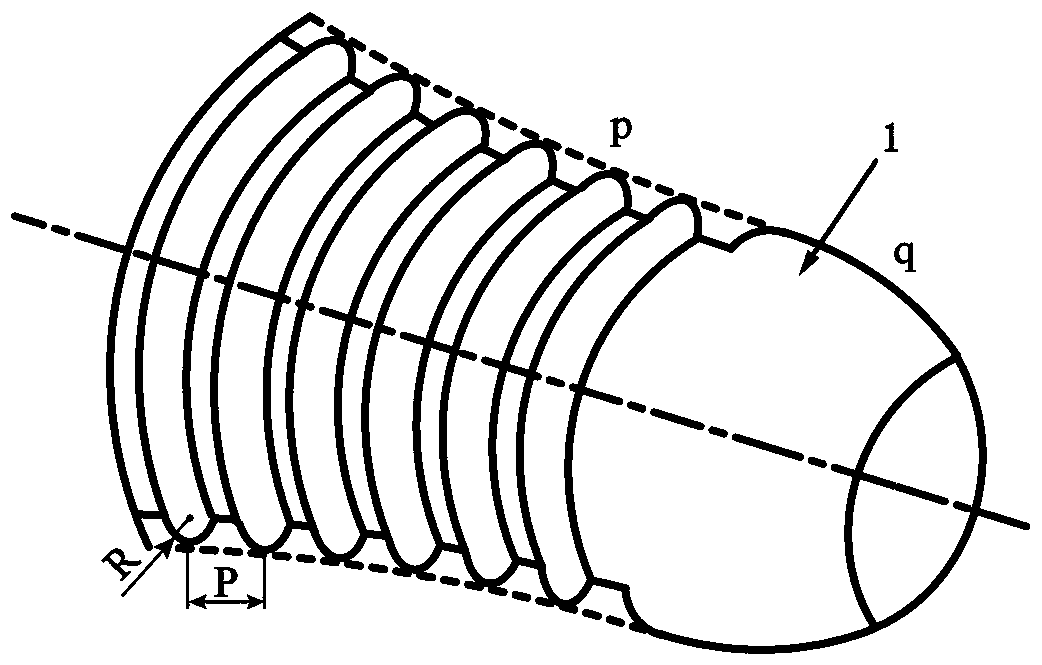
[0071] 1) Rolling tool design, specifically including roll 1 design and guide plate 2 design, roll 1 is set as a hyperboloid conical frustum-shaped helical roll, specifically: figure 2 As shown, the generatrix of roll 1 is formed by connecting the outer profile curve of the tooth shape and a section of smooth curve. On the busbar close to the big end of roll 1, the connecting line between the two ends of the first curve is the first middle line n; The line is the second center line s, the angle between the first center line and the second center line, that is, the angle θ between the hyperboloi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com