High nickel steel for ultra-low temperature pressure vessel and manufacturing method thereof
A technology for pressure vessels and manufacturing methods, applied in the field of high-alloy steel manufacturing, can solve the problems of low impact toughness and not recommended
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
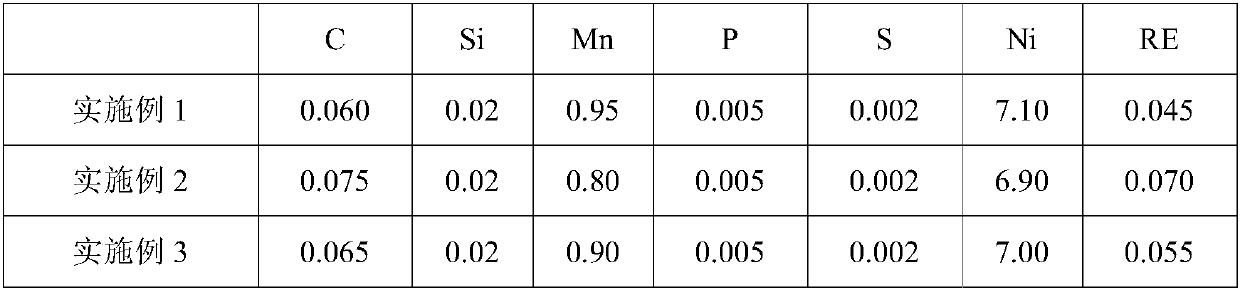
Embodiment 1
[0052] 100 tons of oxygen top-blown converter is used for smelting, and the position of the gun is well controlled during the blowing process to achieve good slag in the process and coordinated carbon temperature;
[0053] The reduced slag made by LF furnace is desulfurized to reduce inclusions and adjust the composition. The holding time of VD furnace is 18min. Determination of H and O content, [H]=1.0ppm, [O]=15ppm, [N]=40ppm;
[0054] The whole process of continuous casting is protected and poured, and the billet size is 300mm;
[0055] The slab is slowly cooled in the slow cooling pit for 60 hours. After the slab is slowly cooled, the upper and lower surfaces of the slab are ground by 2mm each, and sprayed with anti-high temperature oxidation paint;
[0056] Two-stage controlled rolling, the first-stage rolling temperature is 1100°C, the second-stage rolling temperature is 850°C, the final rolling temperature is 750°C, air-cooled after rolling, and the steel plate thickn...
Embodiment 2
[0059] 100 tons of oxygen top-blown converter is used for smelting, and the position of the gun is well controlled during the blowing process to achieve good slag in the process and coordinated carbon temperature;
[0060] The reduced slag made by LF furnace is desulfurized to reduce inclusions and adjust the composition. The holding time of VD furnace is 18min. [H]=1.2ppm, [O]=16ppm, [N]=38ppm;
[0061] The whole process of continuous casting is protected and poured, and the billet size is 300mm;
[0062] The slab is slowly cooled in the slow cooling pit for 55 hours. After the slab is slowly cooled, the upper and lower surfaces of the slab are ground by 3mm respectively, and the anti-high temperature oxidation coating is sprayed;
[0063] Two-stage controlled rolling, the first-stage rolling temperature is 1080°C, the second-stage rolling temperature is 870°C, the final rolling temperature is 760°C, air-cooled after rolling, and the steel plate thickness is 35mm;
[0064]...
Embodiment 3
[0066] 100 tons of oxygen top-blown converter is used for smelting, and the position of the gun is well controlled during the blowing process to achieve good slag in the process and coordinated carbon temperature;
[0067] The reduced slag made by LF furnace is desulfurized to reduce inclusions and adjust the composition. The holding time of VD furnace is 18min. [H]=1.2ppm, [O]=15ppm, [N]=35ppm;
[0068] The whole process of continuous casting is protected and poured, and the billet size is 300mm;
[0069] The slab is slowly cooled in the slow cooling pit for 56 hours. After the slab is slowly cooled, the upper and lower surfaces of the slab are ground by 3mm each, and sprayed with anti-high temperature oxidation paint;
[0070] Two-stage controlled rolling, the first-stage rolling temperature is 1050°C, the second-stage rolling temperature is 870°C, the final rolling temperature is 760°C, air-cooled after rolling, and the steel plate thickness is 25mm;
[0071] Quenching +...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com