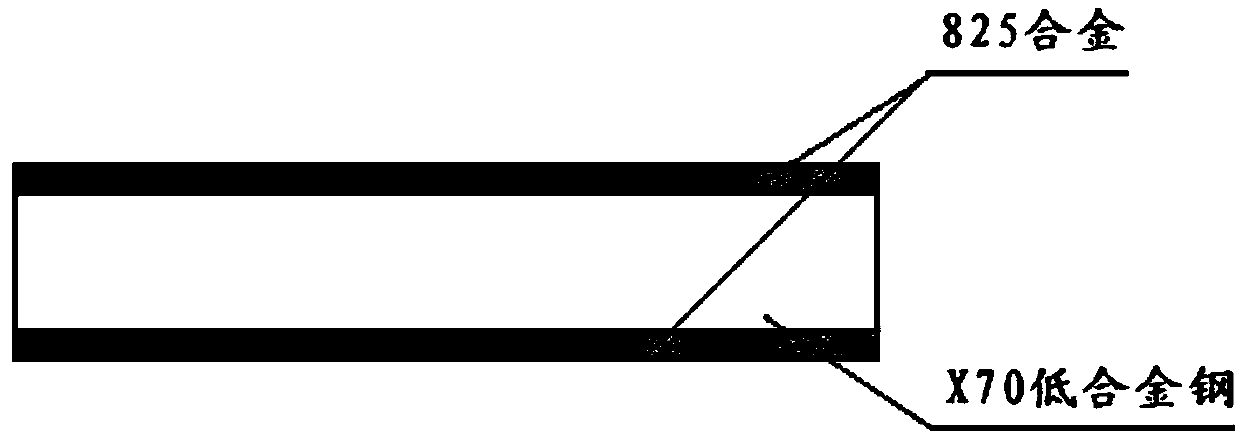
825/X70/825 double-sided clad plate and production method thereof
A production method and composite board technology, applied in the direction of chemical instruments and methods, layered products, metal layered products, etc., can solve the problems of poor stability of composite performance, low yield of finished products, cumbersome steps, etc., and achieve high composite interface strength, The effect of high corrosion resistance and simple production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] The following examples are used to specifically illustrate the contents of the present invention, and these examples are only general descriptions of the contents of the present invention, and do not limit the contents of the present invention.
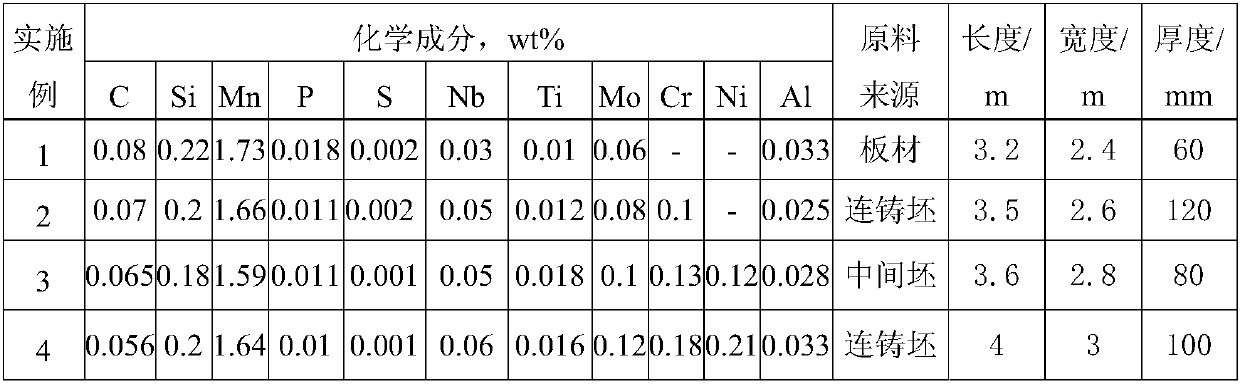
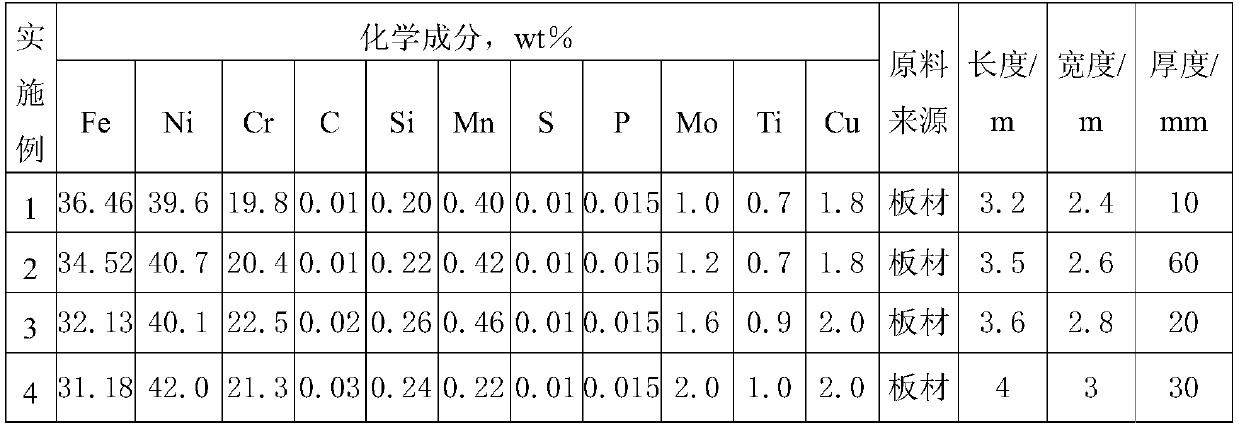
[0045] Table 1 is the actual material and raw material specification of the X70 low-alloy steel of the composite plate of the embodiment of the present invention; Table 2 is the actual material and material specification of the 825 alloy of the composite plate of the embodiment of the present invention; Table 3 is the material of the composite plate of the embodiment of the present invention Billet assembly welding system and composite billet related information; Table 4 is the pre-rolling process and related information of the composite billet of the embodiment of the present invention; Table 5 is the rolling system of the embodiment; Table 6 is the performance test result of the composite board of the embodiment of the present ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com