TiAlN hard coating and preparing method and application thereof
A technology of hard coating and cemented carbide substrate, which is applied in the field of material science and engineering, can solve the problems of element diffusion and lack of technical process, and achieve optimized process parameters, good high temperature stability and age hardening effect, and film-base bonding force and the effect of improving the thermal stability at high temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
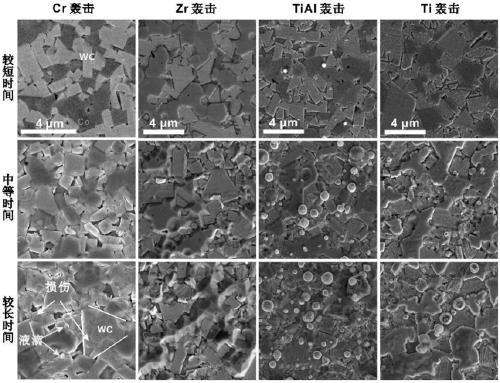
[0034] The A1 target position of the PVD vacuum coating machine is equipped with a Zr target. The cemented carbide substrate (WC-8wt.% Co-4wt.% TiC) was polished, then ultrasonically cleaned with acetone and absolute ethanol for 60 minutes, dried with general nitrogen, and then placed on a vacuum chamber tray. Turn on the heater to raise the temperature to 500°C, turn on the vacuum system during the heating process, and evacuate the chamber to a vacuum degree of 5.0×10 -3 Below Pa. Set the temperature to 350°C, the Ar gas flow rate to 300sccm, the control chamber pressure to 2.0Pa, and the workpiece turret bias to -800V to perform glow cleaning on the cemented carbide substrate, and the glow cleaning time is 30min. Adjust the Ar gas flow to 70sccm, control the cavity pressure to 0.55Pa, keep the bias voltage of the workpiece turret at -800V, ignite the Zr target, and set the target current to 105A, and the ion etching lasts for a short time. After the ion etching is complete...
Embodiment 2
[0037] The A1 target position of the PVD vacuum coating machine is equipped with a Zr target. The cemented carbide substrate (WC-8wt.% Co-4wt.% TiC) was polished, then ultrasonically cleaned with acetone and absolute ethanol for 60 minutes, dried with general nitrogen, and then placed on a vacuum chamber tray. Turn on the heater to raise the temperature to 500°C, turn on the vacuum system during the heating process, and evacuate the chamber to a vacuum degree of 5.0×10 -3Below Pa. Set the temperature to 350°C, the Ar gas flow rate to 300sccm, the control chamber pressure to 2.0Pa, and the workpiece turret bias to -800V to perform glow cleaning on the cemented carbide substrate, and the glow cleaning time is 30min. Adjust the Ar gas flow to 70sccm, control the cavity pressure to 0.55Pa, keep the bias voltage of the workpiece turret at -800V, ignite the Zr target, set the target current to 105A, and continue the ion etching for a medium time. After the ion etching is completed...
Embodiment 3
[0039] The A1 target position of the PVD vacuum coating machine is equipped with a Zr target. The cemented carbide substrate (WC-8wt.% Co-4wt.% TiC) was polished, then ultrasonically cleaned with acetone and absolute ethanol for 60 minutes, dried with general nitrogen, and then placed on a vacuum chamber tray. Turn on the heater to raise the temperature to 500°C, turn on the vacuum system during the heating process, and evacuate the chamber to a vacuum degree of 5.0×10 -3 Below Pa. Set the temperature to 350°C, the Ar gas flow rate to 300sccm, the control chamber pressure to 2.0Pa, and the workpiece turret bias to -800V to perform glow cleaning on the cemented carbide substrate, and the glow cleaning time is 30min. Adjust the Ar gas flow to 70sccm, control the cavity pressure to 0.55Pa, keep the bias voltage of the workpiece turret at -800V, ignite the Zr target, and set the target current to 105A, and the ion etching lasts for a long time. After the ion etching is completed...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com