Brazing plate heat exchanger and manufacturing method for heat exchanger
A technology of heat exchanger and manufacturing method, which is applied to heat exchanger fixing, heat exchange equipment, manufacturing tools, etc., can solve problems such as affecting normal use, difficulty in welding, trouble in use, etc., so as to improve production efficiency, simplify welding difficulty, Connection for reliable effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
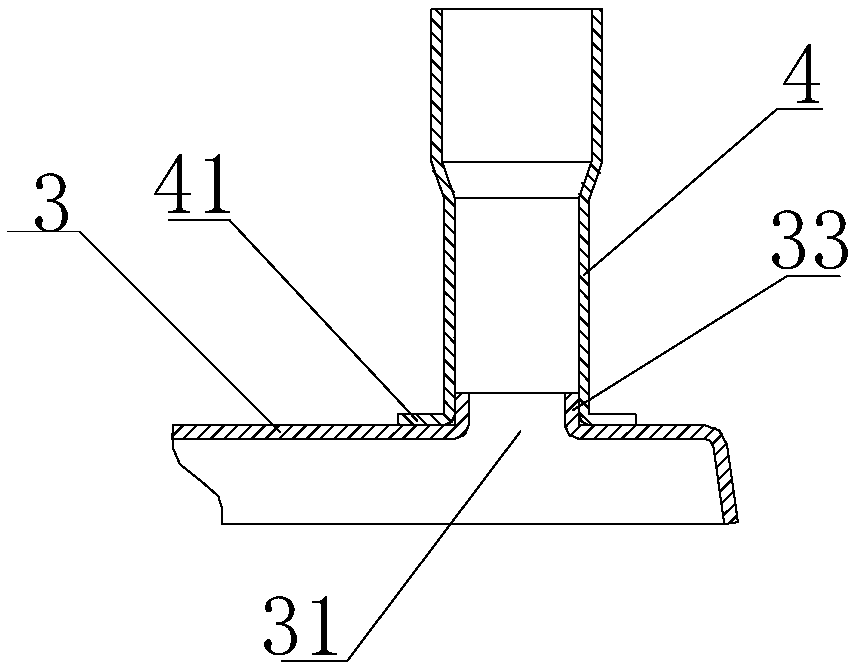
[0026] Such as figure 2 As shown, the mouth edge of the cover plate 3 corresponding to the installation port 31 is turned upwards to form a columnar flange 33 , and the lower end of the pipe joint 4 is turned outward to form a ring-shaped welding part 41 . The pipe joint 4 is sleeved on the columnar flange 33 and the welding portion 41 is pressed against the surface of the cover plate 3 , and the connection between the pipe joint 4 and the cover plate 3 is connected together by welding.
Embodiment 2
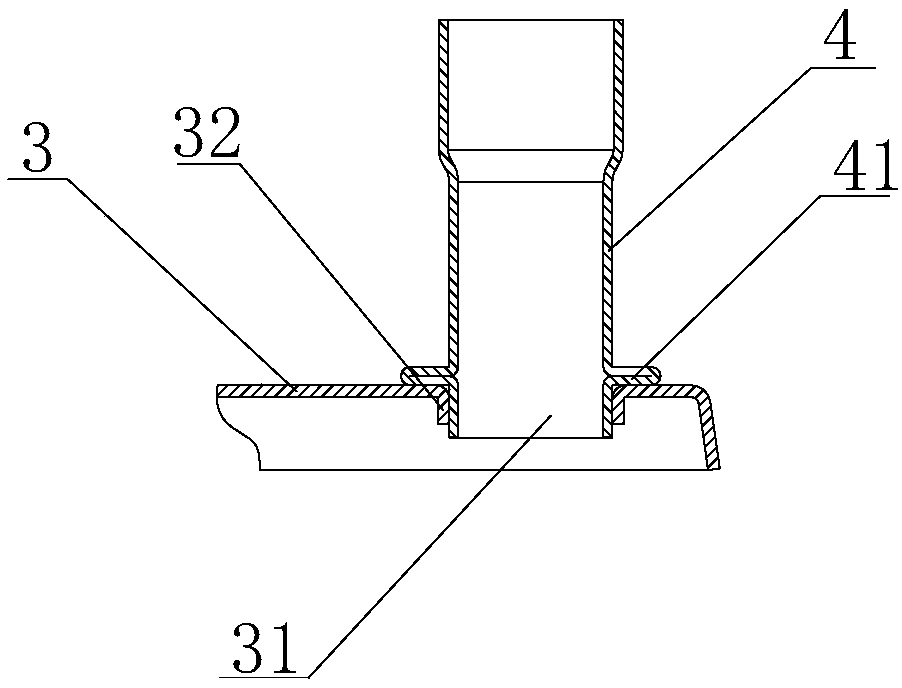
[0028] Such as image 3 As shown, the mouth edge of the cover plate 3 corresponding to the installation port 31 is folded downward to form a tubular flange 32, and the middle part of the pipe joint 4 is formed with an annular welding portion 41, which is formed by the folds of the pipe body of the pipe joint 4. Formed, the lower end of the pipe joint 4 is plugged into the tubular flange 32 and the welding portion 41 is pressed against the surface of the cover plate 3 , and the connection between the pipe joint 4 and the cover plate 3 is connected together by welding.
[0029] Manufacturing method for the above-mentioned brazed plate heat exchanger:
[0030] The manufacturing method includes two furnace feedings, one furnace feeding is used for welding the heat exchange main body and the heat exchange main body, the cover plate, and the cover plate to form a semi-finished heat exchanger; the second furnace feeding is used for the semi-finished product and the heat exchanger We...
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com