A Friction Preheating Inertial Friction Welding Process Method
A technology of friction welding and inertia, applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve the problems of low friction interface temperature, fast cooling speed of welding area, low joint strength, etc., and achieve stable deformation conditions and interface pressure distribution shape stabilization effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
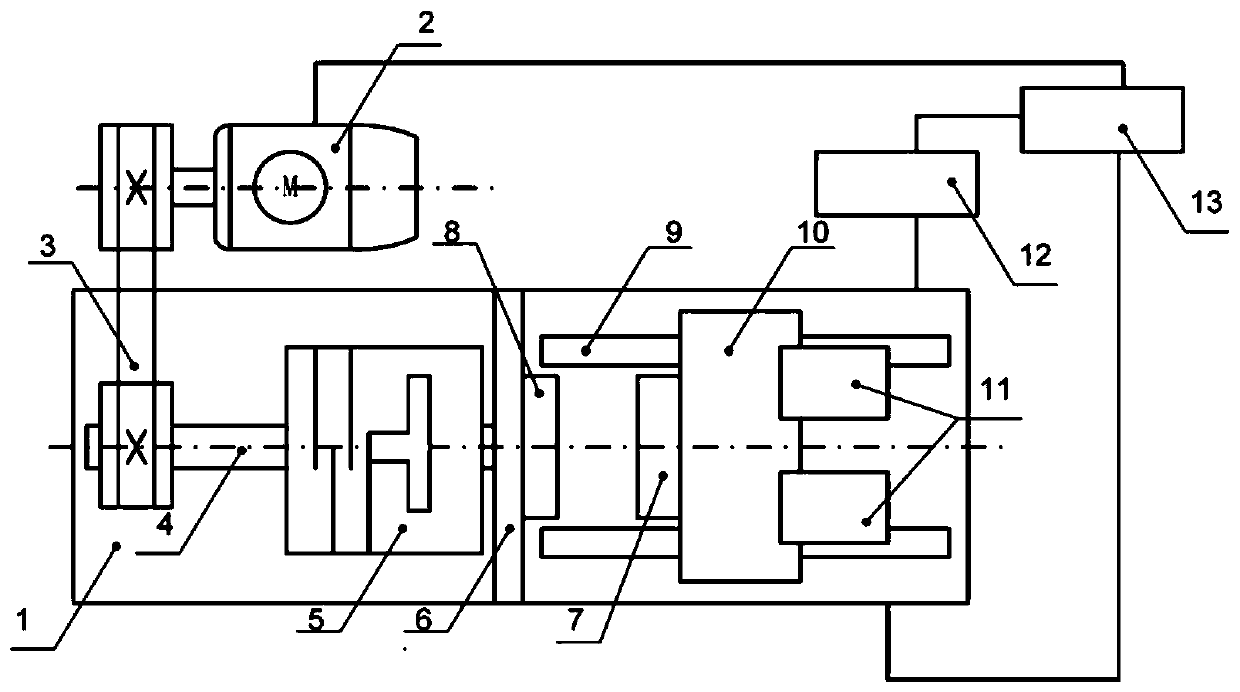
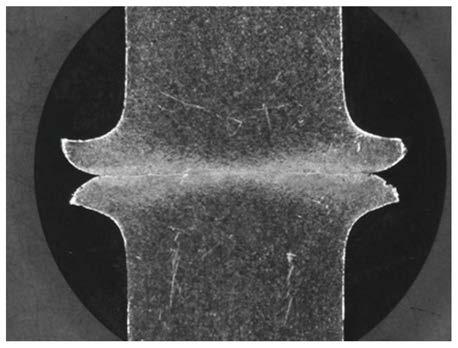
[0038] like figure 1 , 2 , 3, using friction preheating inertial friction welding process to realize the connection of nickel-iron-based superalloy rods with a diameter of 10.5mm, including the following steps:
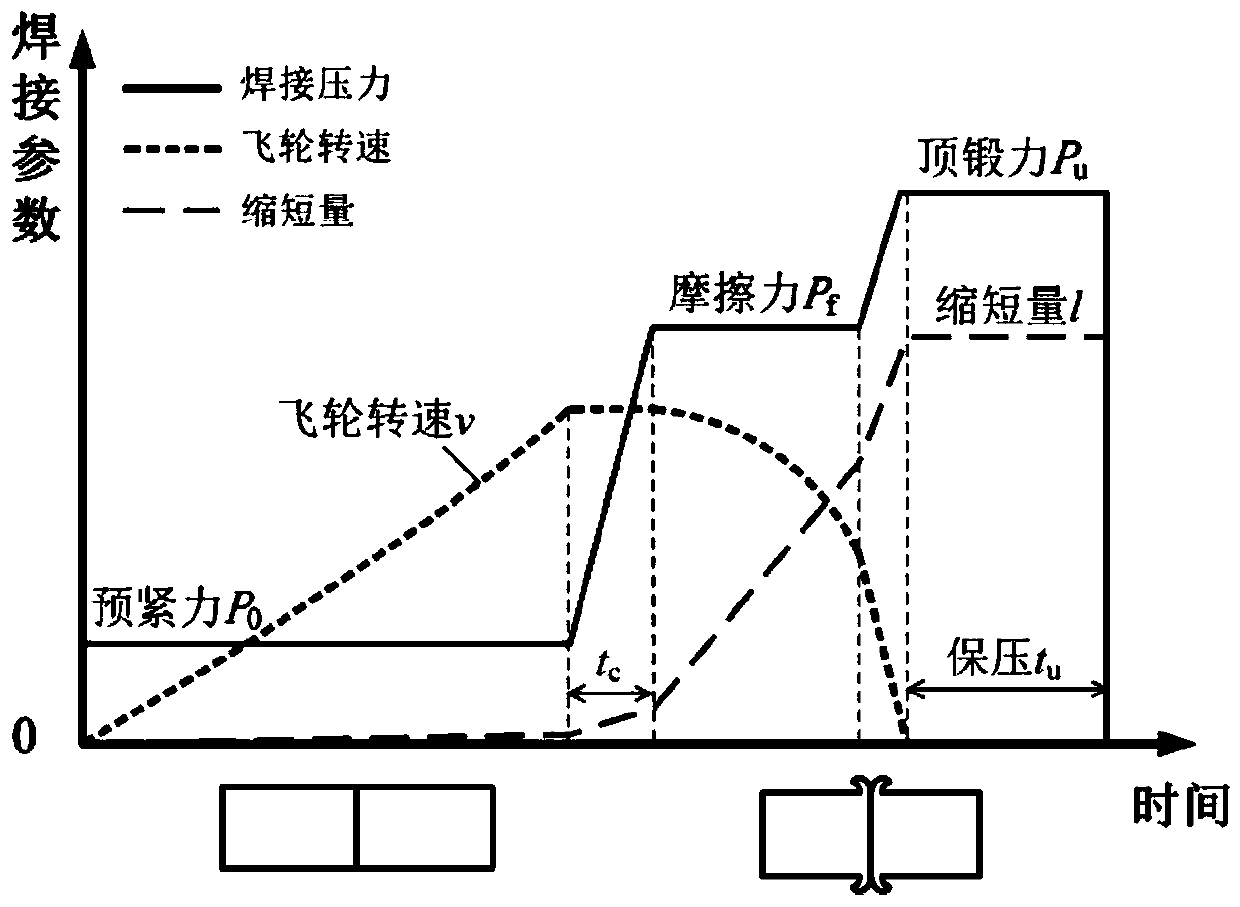
[0039] (1) HSMZ-4 axial friction welding machine is adopted, and the moment of inertia of the flywheel is 1.0kg m 2 , before starting welding, determine the pretightening force of 300MPa, the spindle speed of 1200rpm, the friction pressure of 300MPa, the friction shortening of 1mm, the upsetting pressure of 300MPa, and the holding time of 5s, and input the welding process parameters through the PC control cabinet operation interface 13;
[0040] (2) Welding starts: first, the hydraulic control system 12 adjusts the oil cylinder pressure to meet the parameter requirements, and the workpiece is clamped into the clamp of the friction welding machine, and a workpiece is clamped in each of the rotating end clamp 8 and the moving end clamp 7, and the workpiece, The rotati...
Embodiment 2
[0044] like figure 1 , 2 , 4, the inertial friction welding process of friction preheating is used to realize the connection of 37CrMoV alloy steel and 7075 aluminum alloy rods with a diameter of 10mm, including the following steps:
[0045] (1) HSMZ-4 axial friction welding machine is adopted, and the moment of inertia of the flywheel is 0.8kg m 2 , before welding starts, determine the pretightening force of 20MPa, the spindle speed of 1600rpm, the friction pressure of 120MPa, the set value of the shortening amount of 1mm, the upsetting pressure of 120MPa, and the holding time of 15s, and input the welding process parameters through the PC control cabinet operation interface 13;
[0046] (2) Welding starts: first, the hydraulic control system 12 adjusts the oil cylinder pressure to meet the parameter requirements, and the workpiece is clamped into the clamp of the friction welding machine, and a workpiece is clamped in each of the rotating end clamp 8 and the moving end clam...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com