A method for welding thick plates of hollow tungsten extremely deep penetration tig welding
A welding method and tungsten electrode technology, applied in the direction of welding/welding/cutting items, welding equipment, welding media, etc., can solve the problems of low deposition rate, unsuitable welding of thick plates, shallow penetration of single-pass welds, etc., to achieve Guaranteed high quality, super penetrating ability, and improved welding production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] In order to deepen the understanding of the present invention, the present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments, which are only used to explain the present invention and do not limit the protection scope of the present invention.
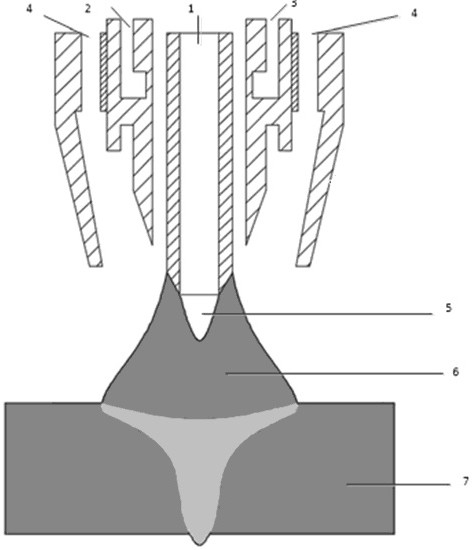
[0015] Such as Figure 1-3 As shown, the present invention is a method for welding thick plates of hollow tungsten extremely deep penetration TIG welding, and the welding method includes the following steps:
[0016] Step 1: Before welding, grind or clean the surface of the workpiece to be welded, fix the polished or cleaned workpiece on the welding fixture, the thickness of the workpiece is 5-14mm, and the distance between the bottom of the tungsten electrode and the workpiece is 2- 3mm;
[0017] Step 2: Start the welding machine and set the welding parameters: the welding method is continuous welding or pulse welding, the welding current is 300-1000A, the arc star...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com