Casting mold and casting process of gearbox body
A casting process and casting mold technology, which are applied in the field of casting molds and casting processes of gearbox casings, can solve the problems of large temperature drop in the cavity, easy shrinkage at the transition, and insufficient gate height, and improve the casting process. The effect of insufficient mouth height, reducing rough machining and improving machining accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
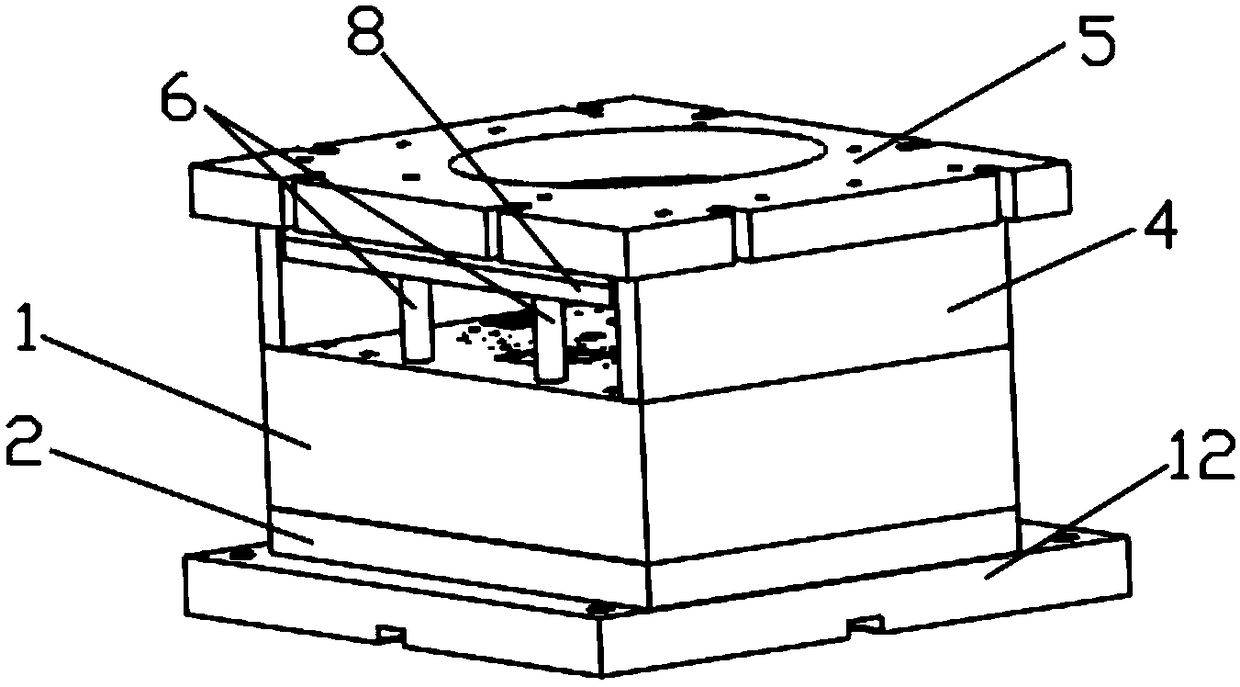
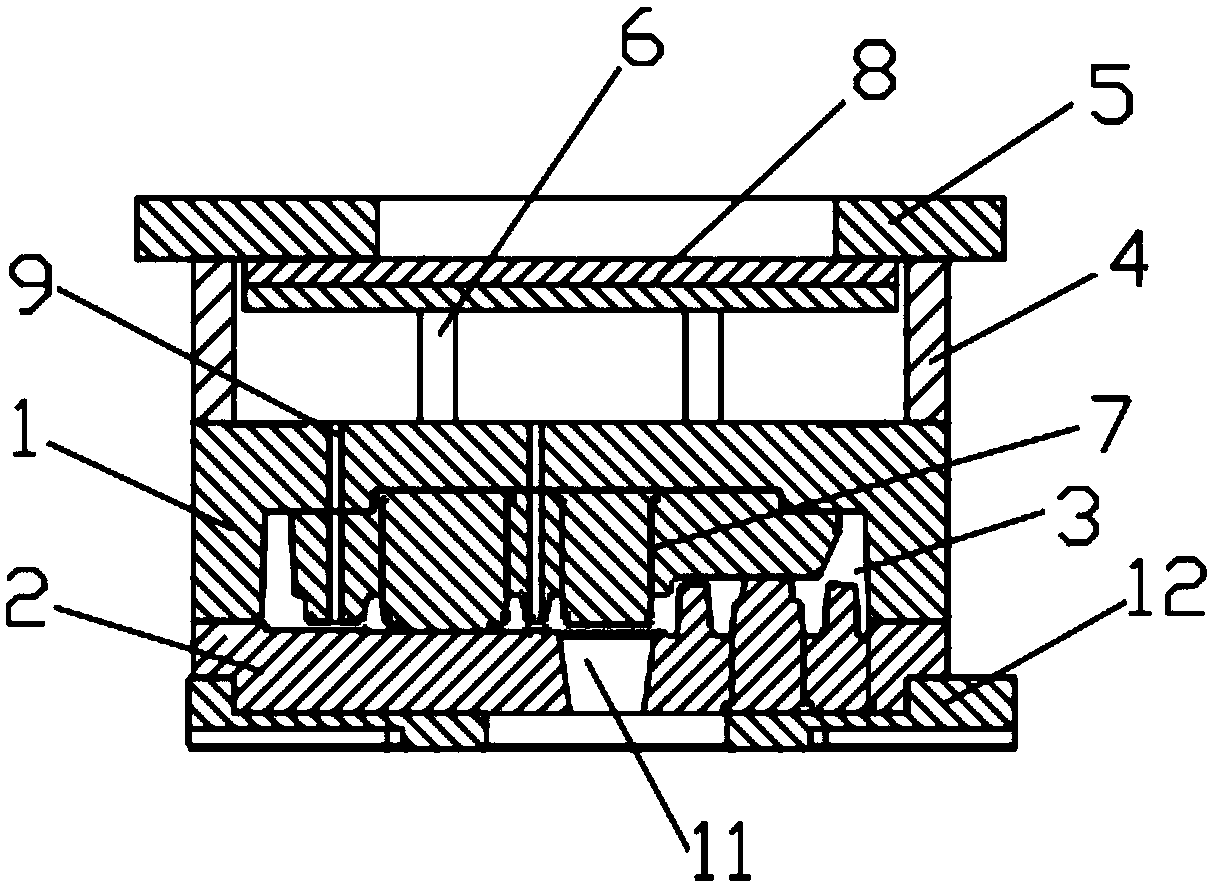
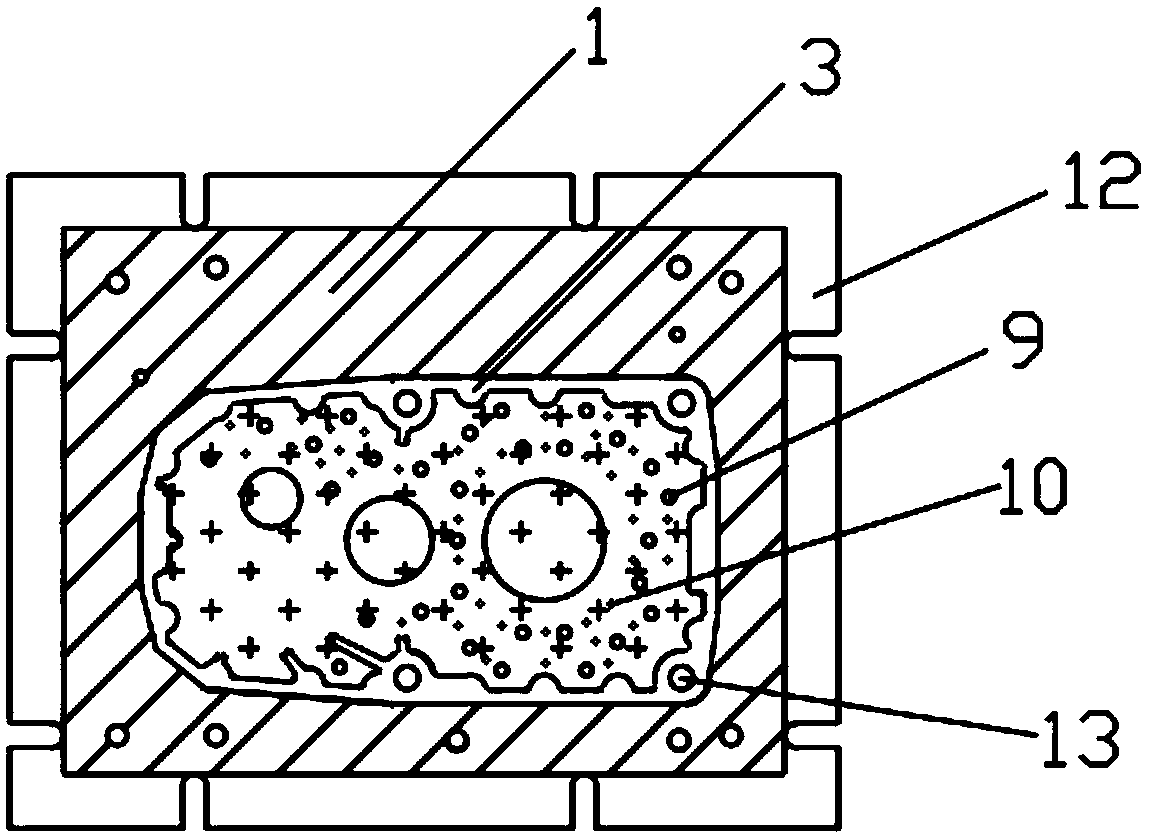
[0038] Please refer to figure 1 , figure 2 with image 3 As shown, this embodiment provides a casting mold for a gearbox case, including an upper mold 1, a lower mold 2, and a casting cavity 3 formed by the cooperation of the upper mold 1 and the lower mold 2, and the upper end of the upper mold 1 passes through the pad 4 An upper mold connecting plate 5 is installed, and an ejection mechanism is arranged between the upper mold connecting plate 5 and the upper mold 1. The ejecting mechanism includes a thimble fixing plate 8 and a plurality of thimbles evenly installed on the thimble fixing plate 8, and a plurality of thimbles It is detachably connected with the thimble fixing plate 8 threads, and the thimble fixing plate 8 is provided with threaded holes for thimble installation; in the upper mold 1, there are thimble through holes 9 corresponding to a plurality of thimbles, and the plurality of thimble through holes 9 The diameters are all 11 to 13 mm, and the diameter of ...
Embodiment 2
[0045] Please combine figure 1 , figure 2 with image 3 As shown, the present embodiment provides a casting process of a gearbox case, and the casting mold of the gearbox case in the above-mentioned embodiment 1 is used to cast the LYP315.2 driving gearbox case, which is composed of the following by weight percentage Made of aluminum alloy with composition: Si: 6.5%, Mg: 0.3%, Ti: 0.1%, Cu: 2.1%, Mn: 0.2%, Fe: 0.65%, Ni: 0.25%, Zn: 0.08%, Pb : 0.15%, Sn: 0.05%, Cr: 0.12%, the balance is Al and unavoidable impurities. The casting process specifically includes the following process steps:
[0046] Step (a): batching, according to the above-mentioned component batching, select the corresponding elemental raw material and Al for batching;
[0047] Step (b): Alloy smelting, drying the aluminum furnace, putting the metal alloy prepared in step (a) into the aluminum furnace for melting, the melting temperature is 780°C, and performing refining, deoxidation, and slag removal proce...
Embodiment 3
[0057] Please combine figure 1 , figure 2 with image 3As shown, the present embodiment provides a casting process of a gearbox case, and the casting mold of the gearbox case in the above-mentioned embodiment 1 is used to cast the LYP315.2 driving gearbox case, which is composed of the following by weight percentage Made of aluminum alloy with composition: Si: 7.5%, Mg: 0.4%, Ti: 0.2%, Cu: 3.5%, Mn: 0.5%, Fe: 0.55%, Ni: 0.15%, Zn: 0.06%, Pb : 0.12%, Sn: 0.08%, Cr: 0.15%, the balance is Al and unavoidable impurities, the casting process specifically includes the following process steps:
[0058] Step (a): batching, according to the above-mentioned component batching, select the corresponding elemental raw material and Al for batching;
[0059] Step (b): Alloy smelting, drying the aluminum furnace, putting the metal alloy prepared in step (a) into the aluminum furnace for melting at a melting temperature of 790°C, and performing refining, deoxidation, and slag removal proces...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com