Production method suitable for direct charging and heating of steel plate blank for medium temperature pressure vessel
A technology of a pressure vessel and a production method, applied in the field of iron and steel smelting, can solve the problems of large component segregation, non-uniform performance, reducing effect, etc., and achieve the effect of reducing segregation, good internal quality, and avoiding ineffective light pressing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
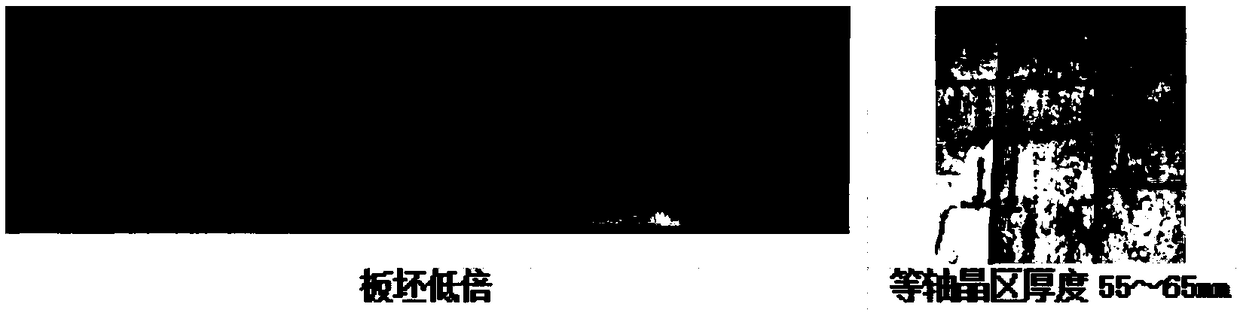
[0036] Embodiment 1: the production method (260mm * 2250mm section, as figure 2 shown).
[0037] The liquidus line of molten steel is 1513°C, and the composition mass percentage of steel is:
[0038] Table 1 14Cr1MoR composition control performance
[0039]
[0040] (1) Continuous casting long nozzle argon 24L, submerged nozzle and upper nozzle argon 3L;
[0041] (2) The nozzle insertion depth is 154mm;
[0042] (3) Reverse taper 1.05%;
[0043] (4) Secondary cooling secondary water meter X PY-MEDC-260, roll gap mode PY-MEDC-260, amplitude 5.5mm, vibration frequency 152HZ;
[0044] (5) Dynamic reduction setting: the reduction amount of the 6th stage is 4.0mm; the reduction amount of the 7th and 8th stages is 2.5 and 2.0mm respectively; The diameter of the middle roller sleeve of the section guide roller is 2.0mm larger than the diameter of the roller sleeves on both sides;
[0045] (6) Crystallizer water temperature difference: left 7.8°C, outside 6.7°C, inside 6.8°C, ...
Embodiment 2
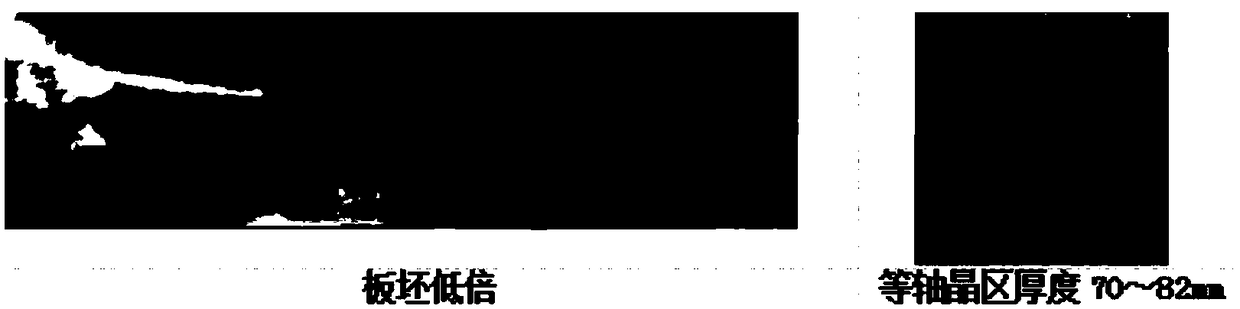
[0048] Embodiment 2: be applicable to the production method of steel 14Cr1MoR slab (260mm * 1500mm section, as image 3 shown).
[0049] The liquidus line of molten steel is 1513°C, and the composition mass percentage of steel is:
[0050] Table 2 14Cr1MoR composition control performance
[0051]
[0052] (1) Continuous casting long nozzle argon 24L; submerged nozzle and upper nozzle argon 4L.
[0053] (2) The nozzle insertion depth is 141mm.
[0054] (3) Inverted taper 1.05%.
[0055] (4) Secondary cooling and secondary water meter PY-MEDC-260, roll gap mode PY-MEDC-260, amplitude 5.5mm, vibration frequency 152HZ;
[0056] (5) Reduction setting: the reduction amount of the 6th stage is 4.0mm; the 7th, 8th, and 9th stages are set as large reductions, and the reductions are 2.5 and 2.0mm respectively; the 9th, 10th, and 11th stages are set as light reductions , The reduction is 1.0, 1.0, 1.0mm; the size of the middle roller sleeve of the 10-section guide roller is 2.0mm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com