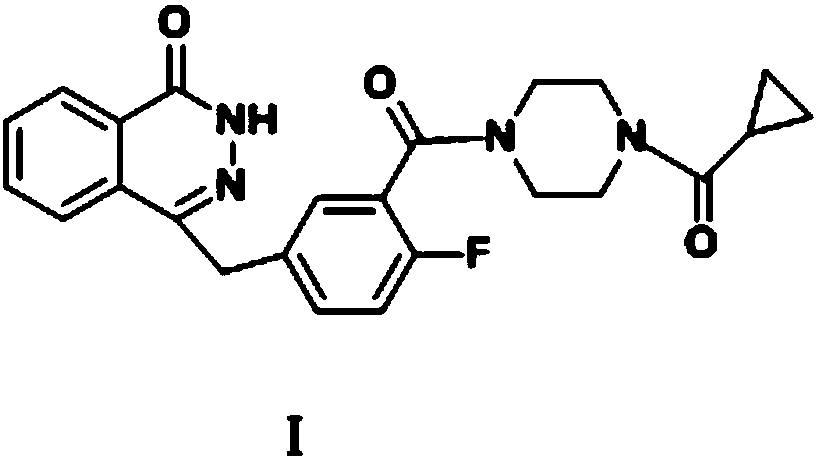
Olaparib refining method
A refining method and temperature control technology, which is applied in the field of medicine, can solve the problems of cumbersome steps, low yield, and many side reactions, and achieve the effects of high product yield, simple synthetic route, and cheap raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
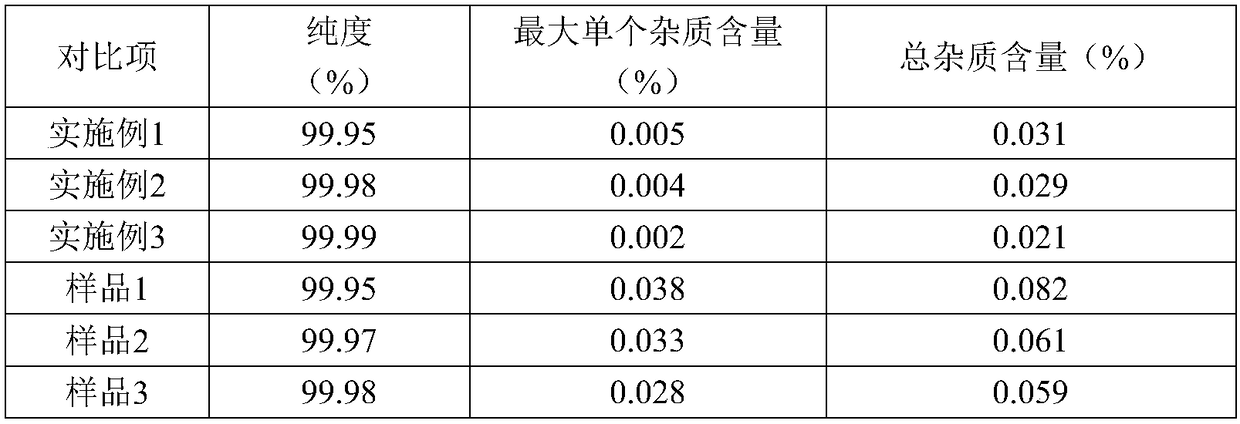
Embodiment 1
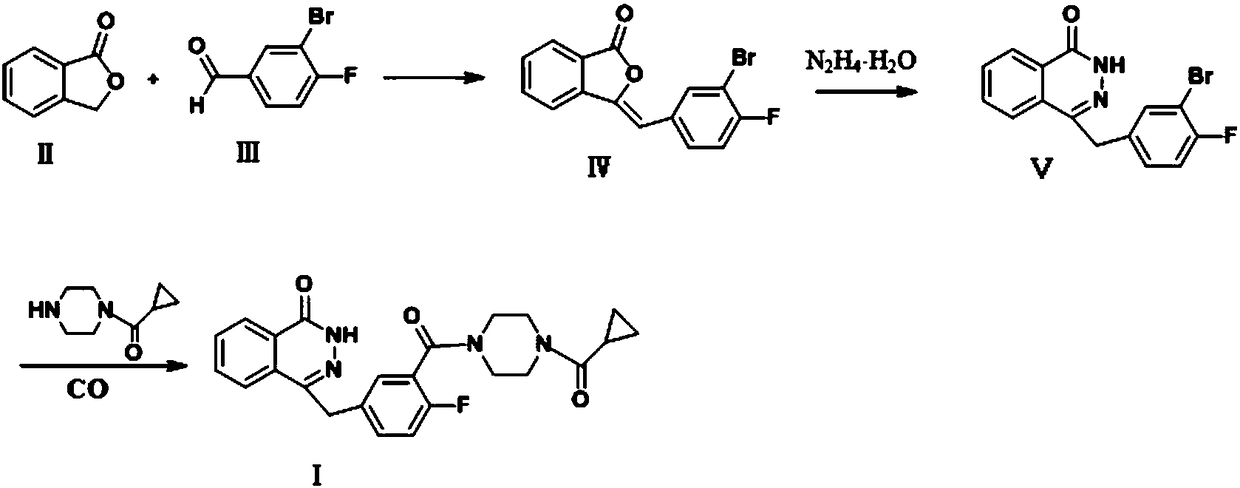
[0030] (1) Synthesis of crude olaparib
[0031] a. Under the protection of nitrogen, add 3.6 g of sodium hydride and suspend in 203 mL of N,N-dimethylformamide in the reaction flask, stir at room temperature for 1 h, add 13.4 g of phthalide (II) and 3-bromo-4-fluorobenzene Formaldehyde (Ⅲ) 20.3g, continue to stir at room temperature for 2.5h to terminate the reaction. The reaction solution was dried under reduced pressure, and the residue was dissolved in 150 ml of ethyl acetate, washed with deionized water, dried over anhydrous magnesium sulfate, filtered, and the solvent was distilled off under reduced pressure to obtain 29.70 g of white crystals. The yield was 93%. HPLC The purity is 99.92%.
[0032] b. Add 29.70g of compound IV, 0.93 mol of sodium ethoxide, and 200ml of ethanol to the reaction flask, reflux and stir for 1 hour, add 10% hydrochloric acid to adjust the pH to 3, and then add 6.06ml of 80% (mass fraction) hydrazine monohydrate , The reaction was stirred for 3 hou...
Embodiment 2
[0037] (1) Synthesis of crude olaparib
[0038] a. Under the protection of nitrogen, add 3.6 g of sodium hydride and suspend in 366 mL of N,N-dimethylformamide in the reaction flask, stir at room temperature for 1 hour, add 13.4 g of phthalide (II) and 3-bromo-4-fluorobenzene Formaldehyde (Ⅲ) 18.3g, continue to stir at room temperature for 2.5h to terminate the reaction. The reaction solution was dried under reduced pressure, the residue was dissolved in 150ml of ethyl acetate, washed with deionized water, dried over anhydrous magnesium sulfate, filtered, and the solvent was distilled off under reduced pressure to obtain 28.76g of white crystals. The yield was 90%. HPLC The purity is 99.85%.
[0039] b. Add 28.76 g of compound IV, 0.09 mol of sodium ethoxide, and 200 ml of ethanol to the reaction flask, stir at reflux for 1 hour, add 10% hydrochloric acid to adjust the pH to 1, and then add 5.87 ml of 80% (mass fraction) hydrazine monohydrate , The reaction was stirred for 3 hour...
Embodiment 3
[0044] (1) Synthesis of crude olaparib
[0045] a. Under the protection of nitrogen, add 3.6g of sodium hydride and suspend in 406mL of N,N-dimethylformamide in the reaction flask, stir at room temperature for 1h, add 13.4g of phthalide (II) and 3-bromo-4-fluorobenzene Formaldehyde (Ⅲ) 20.3g, continue to stir at room temperature for 2.5h to terminate the reaction. The reaction solution was dried under reduced pressure, the residue was dissolved in 150ml of ethyl acetate, washed with deionized water, dried over anhydrous magnesium sulfate, filtered, and the solvent was distilled off under reduced pressure to obtain 30.02g of white crystals. The yield was 94%. HPLC The purity is 99.92%.
[0046] b. Add 30.02g of compound IV, 0.094mol of sodium ethoxide, and 200ml of ethanol to the reaction flask, reflux and stir the reaction for 1h, add 10% hydrochloric acid to adjust the pH to 1, and then add 6.12ml of 80% (mass fraction) hydrazine monohydrate (0.094mol, molecular weight: 50.06), ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com