Preprocessing method and welding stamping method for improving steel welding performance
A welding performance and pretreatment technology, applied in the field of steel plate manufacturing and processing, can solve the problems of poor material toughness and unfavorable steel welding, and achieve the effect of cost saving, favorable weld technology mechanics and oxidation resistance, and cost reduction.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
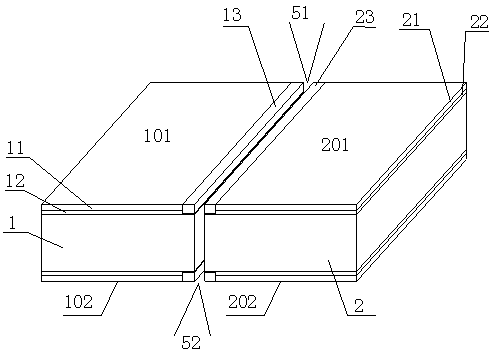
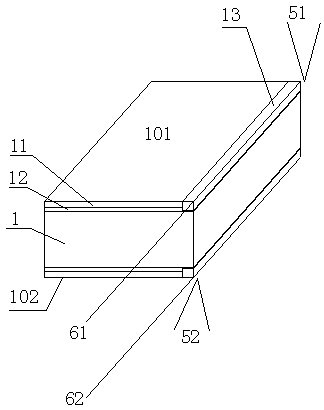
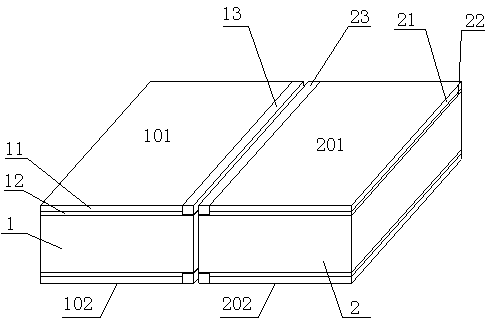
[0046]Two plasma arc generators with a plasma power of 800W and a pulse of 30ns are selected, which have two plasma guns. When starting up, high-energy pulsed plasma arcs—the first plasma beam 51 and the second plasma beam 52 - are emitted from the two plasma guns. Aluminum-silicon-coated steel plates are fixed on a movable table. The size of aluminum-silicon coated steel plate is 200mmX150mmX2.5mm and 200mmX150mmX2.0mm. The first peeling area 13 and the second peeling area 23 to be welded are located on one side of the 200mm long side. The first coating 101, the second coating 102, the third coating 201, and the fourth coating 202 of the aluminum alloy are located on the upper and lower sides of the aluminum-silicon coated steel plate, and the total thickness of the coating on each surface is 20um. Samples were taken for metallographic analysis, and the thicknesses of the first intermetallic compound layer 12 and the second intermetallic compound layer 22 were determined to ...
Embodiment 2
[0051] Two plasma arc generators with a plasma power of 800W and a pulse of 30ns are selected, which have two plasma guns. When starting up, high-energy pulsed plasma arcs—the first plasma beam 51 and the second plasma beam 52 - are emitted from the two plasma guns. Aluminum-silicon-coated steel plates are fixed on a movable table. The size of aluminum-silicon coated steel plate is 200mmX150mmX2.5mm and 200mmX150mmX2.0mm. The first peeling area 13 and the second peeling area 23 to be welded are located on one side of the 200mm long side. The first coating 101, the second coating 102, the third coating 201, and the fourth coating 202 of the aluminum alloy are located on the upper and lower sides of the aluminum-silicon coated steel plate, and the total thickness of the coating on each surface is 20um. Samples were taken for metallographic analysis, and the thicknesses of the first intermetallic compound layer 12 and the second intermetallic compound layer 22 were determined to...
Embodiment 3
[0056] Two plasma arc generators with a plasma power of 800W and a pulse of 30ns are selected, which have two plasma guns. When starting up, high-energy pulsed plasma arcs—the first plasma beam 51 and the second plasma beam 52 - are emitted from the two plasma guns. Aluminum-silicon-coated steel plates are fixed on a movable table. The size of aluminum-silicon coated steel plate is 200mmX150mmX2.5mm and 200mmX150mmX2.0mm. The first peeling area 13 and the second peeling area 23 to be welded are located on one side of the 200mm long side. The first coating 101, the second coating 102, the third coating 201, and the fourth coating 202 of the aluminum alloy are located on the upper and lower sides of the aluminum-silicon coated steel plate, and the total thickness of the coating on each surface is 20um. Samples were taken for metallographic analysis, and the thicknesses of the first intermetallic compound layer 12 and the second intermetallic compound layer 22 were determined to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com