


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Home appliance door type plate and preparation process thereof
A preparation process and door hair technology, which is applied in the field of home appliance door hair type plates and its preparation technology, can solve the problems of high labor intensity for workers, inability to cover the model, and inability to take the mold, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
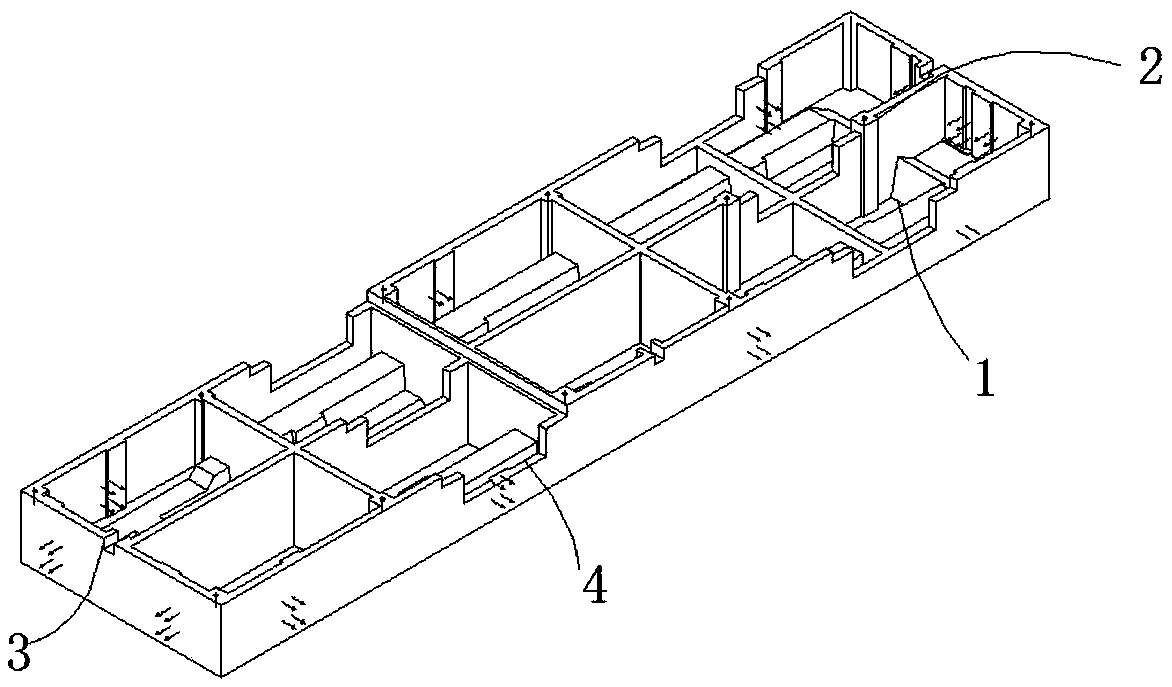
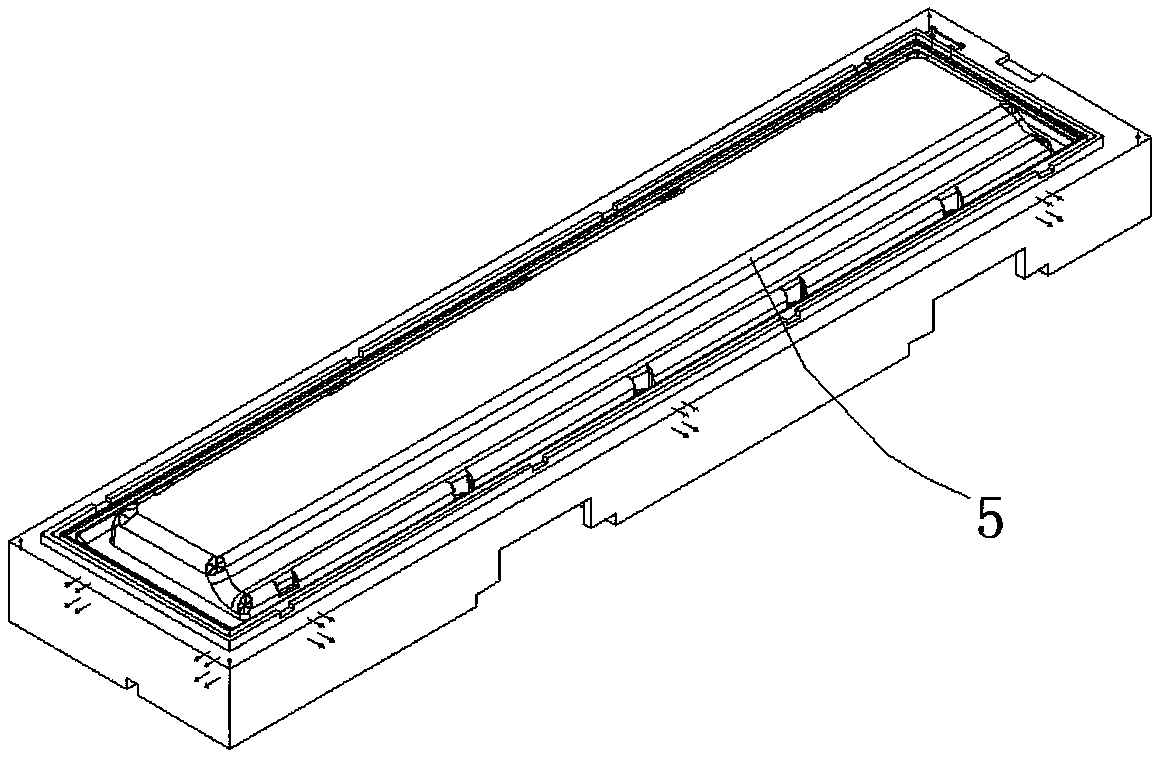
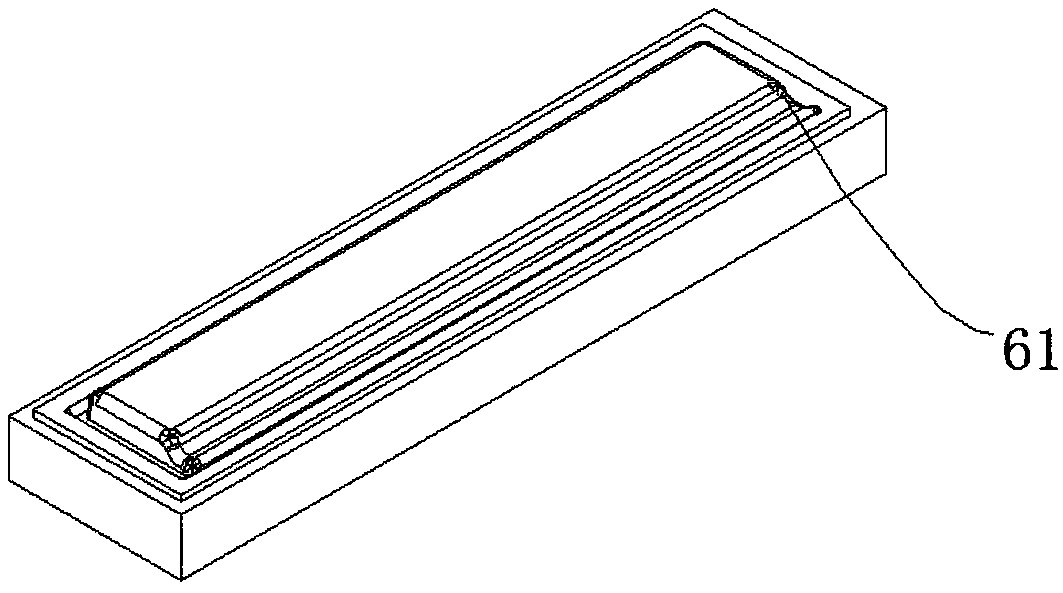
[0061] 1) Use the three-dimensional software to perform parting operation on the upper box, select the parting surface as the bottom surface, and the separated models are the rib model of foam material, the upper box upper mold model 62 adapted to the chamber, and the convex The upper box lower mold model 61 adapted from 5, wherein the upper box upper mold model 62 is an inner shape, in order to facilitate operation in the modeling, so the upper box upper mold model 62 and the upper box body should be taken as the zero point of the parting surface Make a convex shape, so that the above models are all convex;
[0062] 2) Send the output of the upper box body lower mold model 61, the upper box body upper mold model 62 and the rib model to the model processing workshop for processing, and the obtained casting model is to be cast;
[0063] 3) Place the upper mold model 62 of the upper box on the vacuum molding table panel 63 of the upper box, and control the negative pressure at 0...
Embodiment 2
[0069] 1) Use the three-dimensional software to carry out the parting operation of the lower box, select the parting surface as the bottom surface, and the separated models are the lower box lower mold model 81 and the lower box upper mold model 82, wherein the lower box upper mold The model 82 is an inner shape. In order to facilitate operation in the molding, the upper mold model 82 of the lower box body is made into a convex shape with the parting surface as the zero point, so that the above-mentioned models are all convex;
[0070] 2) Send the output of the lower box lower mold model 81 and the lower box upper mold model 82 to the model processing workshop for processing, and the obtained casting model is to be cast;
[0071] 3) Place the lower box lower mold model 81 on the lower box vacuum molding table panel 83, and control the negative pressure at 0.05Mpa. After baking and covering, put the No. 1 sandbox 84 of the lower box on the lower box On the lower mold model 81, ...
Embodiment 3
[0077] The V method casting coating includes the following components by weight: 100kg of composite refractory powder, 4kg of organic binder, 4kg of suspending agent, 1kg of auxiliary agent, and 40kg of solvent, wherein the particle size of the composite refractory powder is 5um. Prepared in the following steps:
[0078] S1. Prepare composite refractory powder, put zircon powder, graphite, bauxite, and iron red into a ball mill for ball milling, make it evenly mixed, and obtain a particle size of 3-7um;
[0079] S2. Mix the prepared refractory powder with other remaining ingredients, put them into a high-speed mixer, stir and disperse at a speed of 16000 rpm for 3 hours to obtain a mixture;
[0080] S3, put the mixed material into a ball mill for ball milling, so that the particle size of the obtained slurry is below 15 μm, and adjust the viscosity as required, to obtain final product;
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com