
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Flux-cored wire for gas shield welding of high-strength steel
A technology of welding wire and steel gas, applied in the direction of welding/welding/cutting items, welding medium, welding equipment, etc., to achieve the effect of taking into account the strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-2
[0037] The welding test is carried out on the T-joint of 8mm thick HT780 steel plate, in the horizontal position.
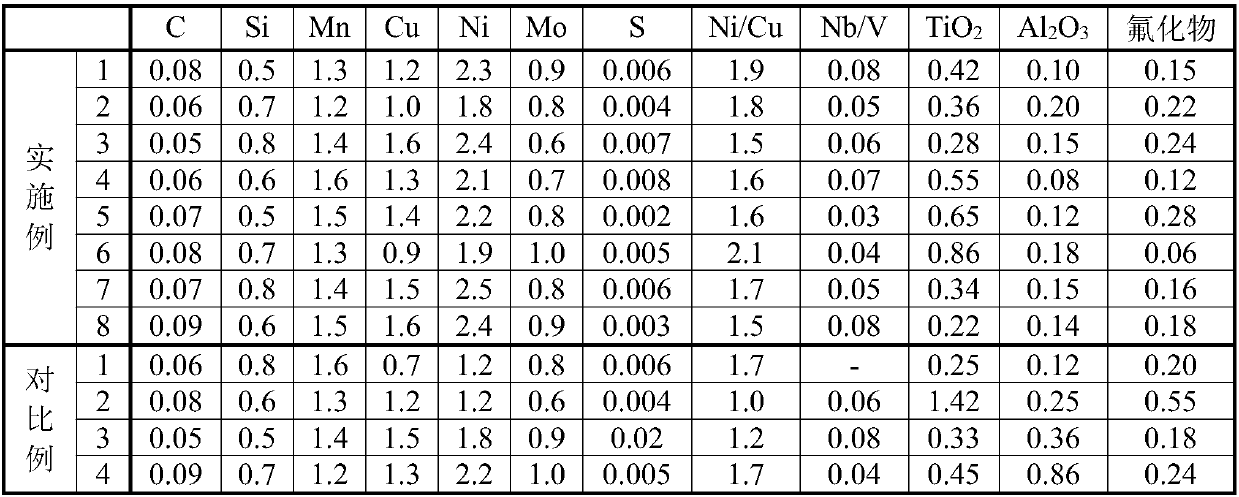
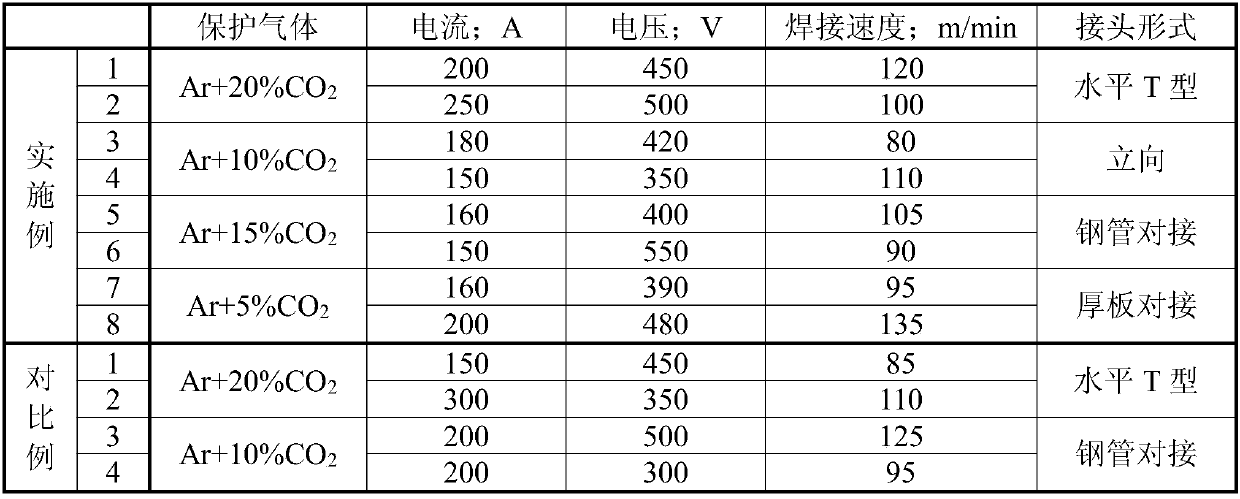
[0038] The diameter of the welding wire is 1.2 mm, the chemical composition is shown in Table 1, and other welding parameters are shown in Table 2.
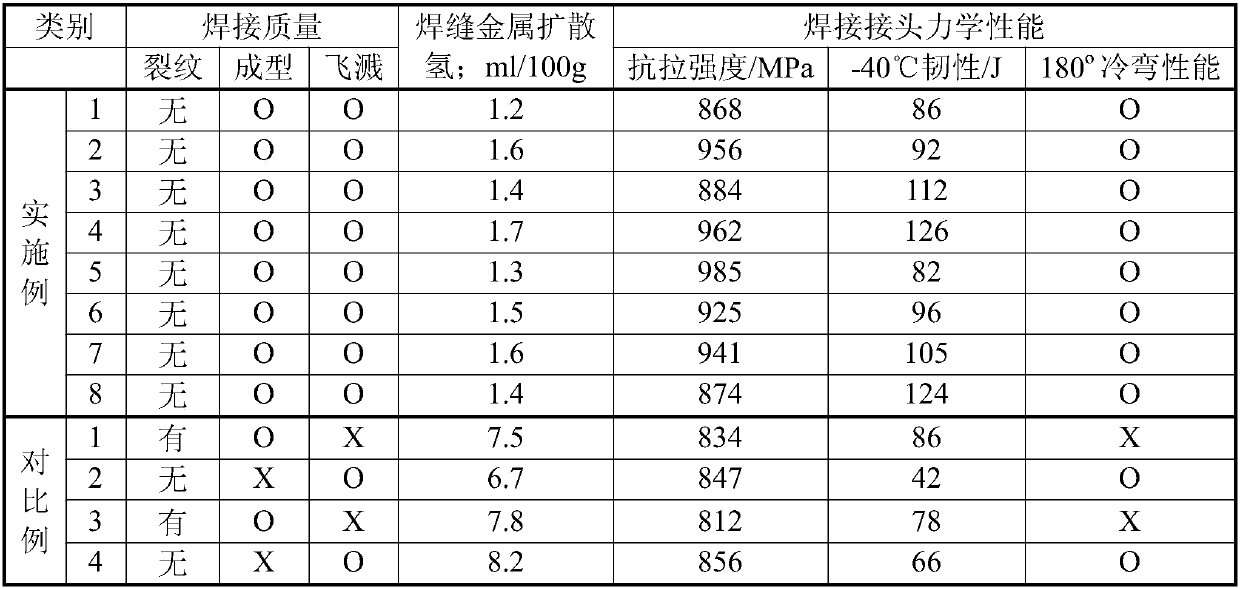
[0039] The welding test results are shown in Table 3.
Embodiment 3-4
[0041] The steel plate is Q890 with a thickness of 16mm, and is welded vertically. The groove is single-sided V-shaped 35°.
[0042] The diameter of the welding wire is 1.2 mm, the chemical composition is shown in Table 1, and other welding parameters are shown in Table 2.
[0043] The welding test results are shown in Table 3.
Embodiment 5-6
[0045] The HT780 steel pipe with an outer diameter of 800mm and a wall thickness of 12mm is selected for circumferential butt welding, and the groove is a single-sided V-shaped 30°.
[0046] The diameter of the welding wire is 1.2 mm, the chemical composition is shown in Table 1, and other welding parameters are shown in Table 2.
[0047] The welding test results are shown in Table 3.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com