A method for forming tantalum alloy special-shaped parts
A technology for tantalum alloy and special-shaped parts, which is applied in the field of forming tantalum alloy special-shaped parts. The effect of the ear phenomenon
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
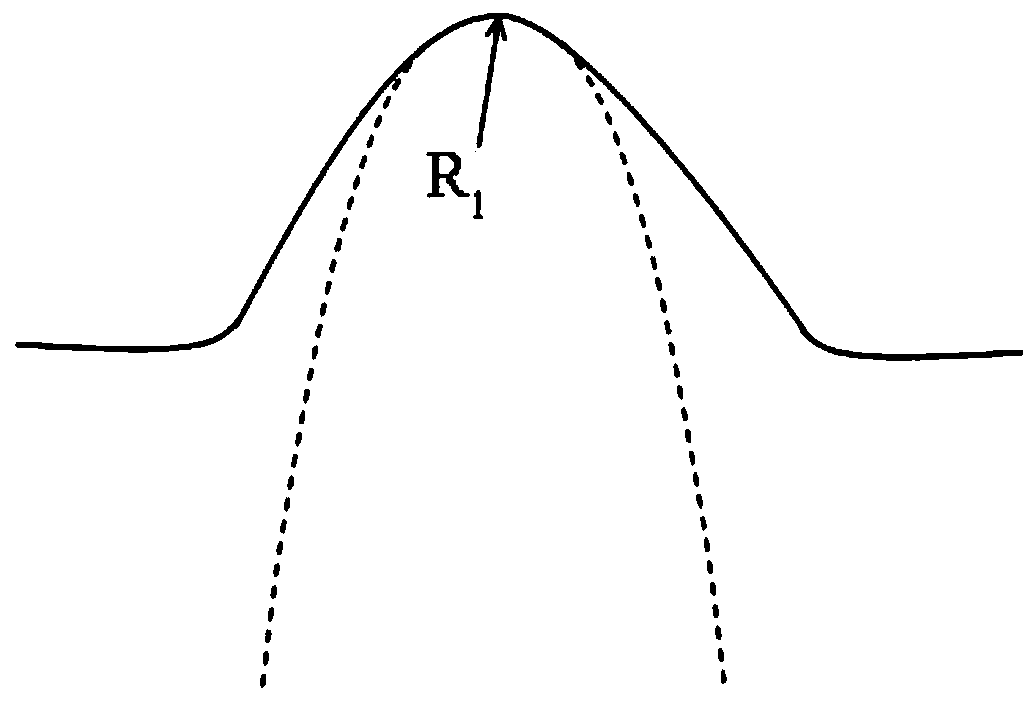
[0025] Such as figure 2 As shown, in the forming process of TaNb3 special-shaped parts in this embodiment, the solid line indicates the stamping forming part, the dotted line indicates the spinning forming part, R 1 Indicates the top radius of the semi-finished TaNb3 special-shaped part.
[0026] This embodiment includes the following steps:
[0027] Step 1. Cut the TaNb3 plate obtained by cross rolling into a TaNb3 disc with a diameter of 500 mm and a thickness of 20 mm. After polishing the surface of the TaNb3 disc, heat it to 200 ° C and keep it warm for 10 minutes, and then stamp it in 2 passes , to obtain the TaNb3 special-shaped piece semi-finished product; the top radius R of the TaNb3 special-shaped piece semi-finished product 1 60mm, cone angle 90°;
[0028] Step 2. Place the TaNb3 special-shaped semi-finished product obtained in step 1 on a spinning machine for spinning, and use graphite mechanical oil mixture to lubricate. After 5 passes of cold spinning, a bull...
Embodiment 2
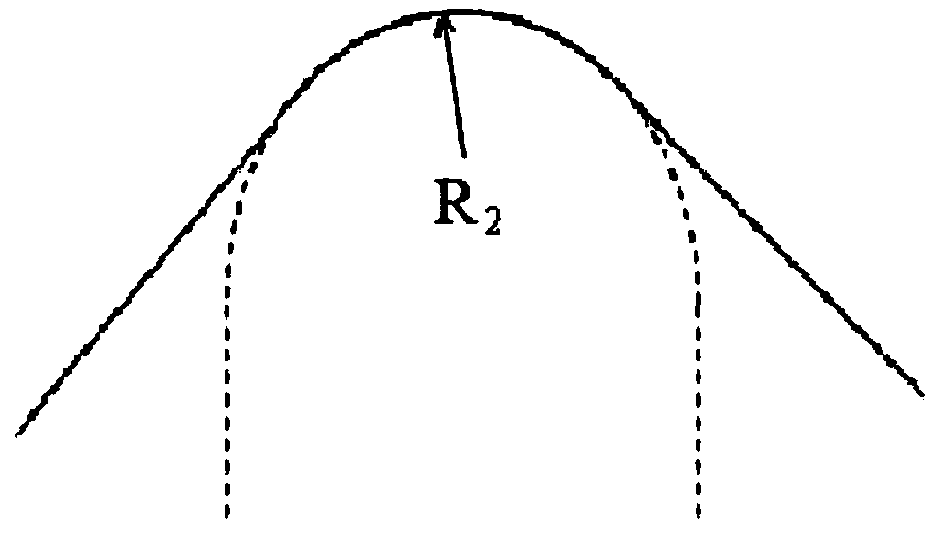
[0032] Such as image 3 As shown, in the forming process of TaNb20 special-shaped parts in this embodiment, the solid line indicates the stamping forming part, the dotted line indicates the spinning forming part, R 2 Indicates the top radius of the semi-finished TaNb20 special-shaped part.
[0033] This embodiment includes the following steps:
[0034] Step 1. Cut the TaNb20 plate obtained by cross-rolling into TaNb20 discs with a diameter of 325mm and a thickness of 15mm. After polishing the surface of the TaNb20 disc, heat it to 200°C and keep it warm for 10 minutes, and then stamp it in one pass , to obtain the semi-finished TaNb20 special-shaped piece; the top radius R of the semi-finished TaNb20 special-shaped piece 2 is 85mm, and the cone angle is 120°;
[0035] Step 2. Place the semi-finished TaNb20 special-shaped piece obtained in step 1 on a spinning machine for spinning, and use a graphite mechanical oil mixture to lubricate. After 7 passes of cold spinning, a TaN...
Embodiment 3
[0040] Such as Figure 5 As shown, in the forming process of TaW10 special-shaped parts in this embodiment, the solid line indicates the stamping forming part, and the dotted line indicates the spinning forming part, Φ 1 Indicates the outer diameter of the bottom of the semi-finished TaW10 special-shaped part.
[0041] This embodiment includes the following steps:
[0042] Step 1. Cut the TaW10 plate obtained by cross-rolling into TaW10 discs with a diameter of 200mm and a thickness of 13mm. Polish the surface of the TaW10 disc and apply an anti-oxidation coating, then heat to 600°C and keep it warm for 20min , and then through 3 times of stamping, the bowl-shaped TaW10 special-shaped semi-finished product is obtained; the bottom outer diameter of the bowl-shaped TaW10 special-shaped semi-finished product is Φ 1 80mm;
[0043] Step 2. Put the TaW10 special-shaped semi-finished product obtained in step 1 on a spinning machine for hot spinning, lubricate with graphite mechani...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com