Turbine guider crake brazing repair method
A turbine guider and repair method technology, which is applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of turbine guider crack repair and other problems, and achieve the effects of good bonding strength, improved life, and guaranteed safety
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
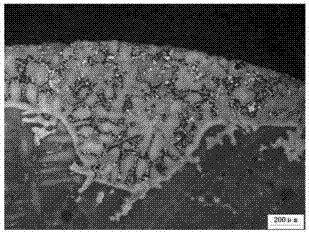
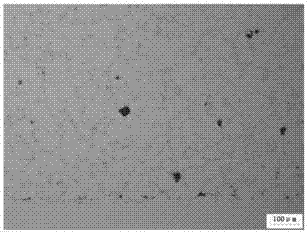
[0048] Fluorescent inspection of cracks was carried out on an engine guider part to determine the location of the cracks, such as figure 1 , 2 shown. The magnification is 200 times and the base material is K416B. Grinding to remove cracks, set a groove with an angle of 90° and a depth of 0.8mm. Spread 300 meshes of 0.7mm thick nickel-based alloy powder FGH95 in the groove, and then spread 0.8mm thick mixed solder. The mixed solder includes nickel-based alloy powder FGH95 and solder BNi71CrSi, wherein FGH95 is 50% of the mass of the mixed solder.
[0049] The groove position is brazed at 1160°C, and the holding time is 10 minutes. After soldering, remove excess solder.
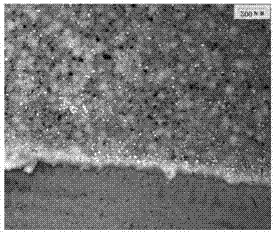
[0050] After the repair, the weld seam is dense and well combined with the matrix. After inspection by fluorescence and 20 times magnification, the inspection results are as follows: image 3 , 4 , 5 shown. image 3 It is a photo of the metallographic structure magnified 50 times. image 3 It can be se...
Embodiment 2
[0052] A certain engine guide part is subjected to crack fluorescence inspection, and the position of the crack is shown in Example 1. Its base material is K416B. Grinding to remove cracks, set the groove with an angle of 90° and a depth of 0.5mm. Lay 50 meshes of nickel-based alloy powder FGH95 with a thickness of 0.3 mm in the groove, and then pave a mixed solder with a thickness of 0.5 mm. The mixed solder includes nickel-based alloy powder FGH95 and solder BNi71CrSi, wherein FGH95 is 20% of the mass of the mixed solder.
[0053] The groove position is brazed at 1300°C, and the holding time is 8 minutes. After soldering, remove excess solder.
[0054] After the repair, the weld seam is dense and well combined with the matrix. After inspection by fluorescence and 20 times magnification, the inspection results are consistent with image 3 , 4 , 5 are similar, showing no crack defects. And after the repaired engine guide device has been used for more than 1000 times, the...
Embodiment 3
[0056] A certain engine guide part is subjected to crack fluorescence inspection, and the position of the crack is shown in Example 1. Its base material is K416B. Grinding to remove cracks, set a groove with an angle of 120° and a depth of 1.2 mm. Lay 200 meshes of nickel-based alloy powder FGH95 with a thickness of 0.9 mm in the groove, and then pave a mixed solder with a thickness of 1.5 mm. The mixed solder includes nickel-based alloy powder FGH95 and solder BNi71CrSi, wherein FGH95 is 60% of the mass of the mixed solder.
[0057] The groove position is brazed at 1000°C, and the holding time is 20 minutes. After soldering, remove excess solder.
[0058] After the repair, the weld seam is dense and well combined with the matrix. After inspection by fluorescence and 20 times magnification, the inspection results are as follows: image 3 , 4 , 5, showing no crack defects. And after the repaired engine guide device has been used for more than 1000 times, there is no crack...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com