High-strength high-elasticity copper alloy and preparation method thereof
A high-elasticity, copper alloy technology, applied in the field of non-ferrous metal processing, can solve the problem that the strength and toughness of copper alloy cannot be balanced, and achieve the effect of small fluctuation range of elongation after fracture, high tensile strength and good plasticity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
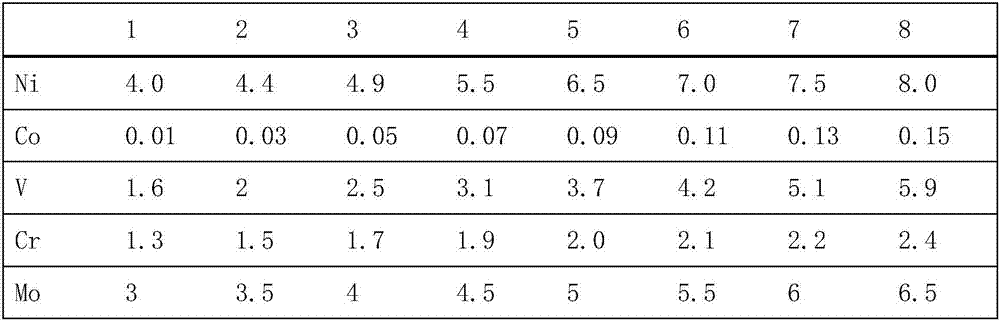
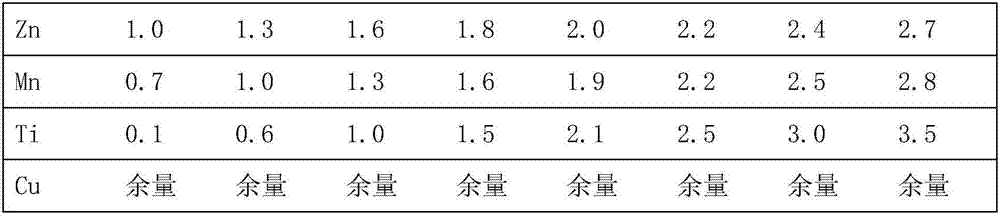
[0023] Select materials according to the alloy composition shown in Table 1
[0024] Table 1 Copper alloy test alloy design composition table (wt%)
[0025]
[0026]
[0027] The copper alloy preparation process is as follows:
[0028] Smelting: Add the above-mentioned raw materials in the smelting furnace and vacuumize until the degree of vacuum is 10 -2 Pa, filled with argon for protection, the melting temperature is 1550°C, after all the materials are completely melted, magnetically stirred evenly and kept warm for 3 minutes, then introduced into the casting mold for casting to obtain alloy ingots.
[0029] Solution annealing: place the cast slab in an annealing furnace for annealing, the annealing temperature is 900°C, the holding time is 3h and then rapidly cooled.
[0030] Face milling and rough rolling: carry out face milling on the alloy ingot (0.8mm milling on the upper and lower surfaces respectively), and then cold rolling the billet, rolling 8 times, the to...
Embodiment 2
[0043] The alloy composition is shown in Table 3
[0044] Smelting: Put the raw materials into the smelting furnace and vacuumize until the vacuum degree is 10 -2 Pa, filled with argon for protection, the melting temperature is 1550°C, after all the materials are completely melted, magnetically stirred evenly and kept warm for 3 minutes, then introduced into the casting mold for casting to obtain alloy ingots.
[0045] Solution annealing: place the cast slab in an annealing furnace for annealing, the annealing temperature is 900°C, the holding time is 3h and then rapidly cooled.
[0046] Face milling and rough rolling: carry out face milling on the alloy ingot (0.8mm milling on the upper and lower surfaces respectively), and then cold rolling the billet, rolling 8 times, the total deformation is 60%.
[0047] Hot rolling: the rough rolled strip is subjected to hot rolling treatment, the hot rolling temperature is 650° C., the hot rolling passes are 6 times, and the total hot ...
Embodiment 3
[0053] The alloy composition is shown in Table 3
[0054] Smelting: Put the raw materials into the smelting furnace and vacuumize until the vacuum degree is 10 -2 Pa, filled with argon for protection, the melting temperature is 1800°C, after all the materials are completely melted, magnetically stirred evenly and kept warm for 5 minutes, then introduced into the casting mold for casting to obtain alloy ingots.
[0055] Solution annealing: place the cast slab in an annealing furnace for annealing, the annealing temperature is 950°C, the holding time is 4h and then rapidly cooled.
[0056] Face milling and rough rolling: carry out face milling on the alloy ingot (0.8mm milling on the upper and lower surfaces respectively), and carry out cold rolling to open the billet. The rolling passes are 10 times, and the total deformation is 70%.
[0057] Hot rolling: the rough rolled strip is subjected to hot rolling treatment, the hot rolling temperature is 700° C., the rolling passes ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| fatigue strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com