High-weld-strength and low-warpage long-glass-fiber reinforced polypropylene composite material and preparation method thereof
A technology of long glass fiber and polypropylene materials, which is applied in the field of low warpage long glass fiber reinforced polypropylene composite materials and its manufacture, and high welding strength, and can solve the problems of uneven vertical and horizontal shrinkage, poor compatibility, and limited applications. , to achieve high dimensional stability, excellent stretching, and the effect of alleviating warpage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
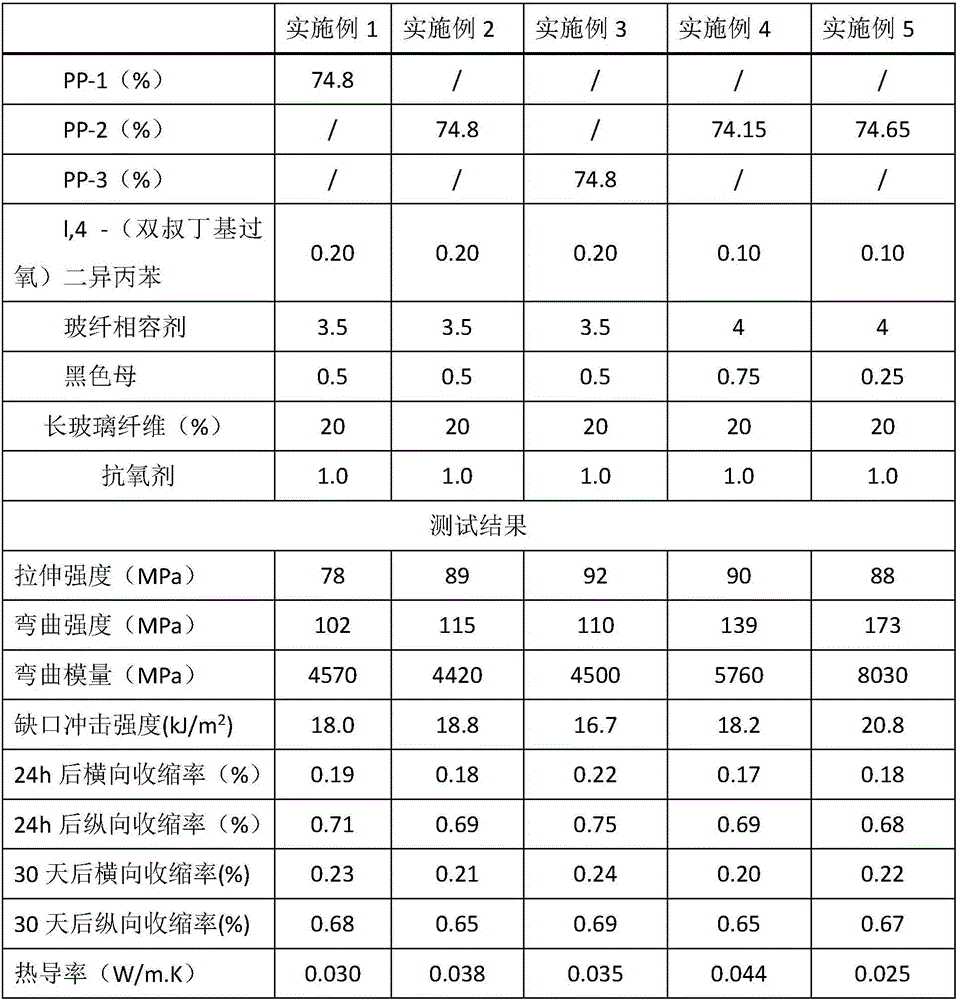
[0039] Use the TE-65 (length-to-diameter ratio L / D=48) twin-screw extruder that has side feed port, add 1496 grams of polypropylene resin PP-1 at main feed port, add 10 at side feed port 20 grams of black masterbatch, 20 grams of antioxidant, 4 grams of l,4-(bis-tert-butylperoxy) dicumyl and 70 grams of glass fiber compatibilizer. The processing temperatures (from the feed port to the die) are: 150°C, 190°C, 200°C, 220°C, 240°C, 240°C, 260°C, 265°C, and the speed of the main machine is 350rpm.
[0040] The compound and the continuous glass fiber melted and reacted by the extruder adopt the pultrusion process, the impregnation temperature is 260°C, and the fiber weight percentage is 20% and the length is the same as the resin pellet. The long glass fiber reinforced PP pellets with the same material length were used to prepare standard mechanical test samples by injection molding machine. The test results are shown in Table 1.
Embodiment 2
[0042] Make use of the TE-65 (length-to-diameter ratio L / D=48) twin-screw extruder that has side feed port, add 1496 grams of polypropylene resin PP-1 at main feed port, add at side feed port 10 grams of black masterbatch, 20 grams of antioxidant, 4 grams of l,4-(di-tert-butylperoxy) dicumyl and 70 grams of glass fiber compatibilizer. The processing temperature (from the feed port to the die head) is: 150°C, 190°C, 200°C, 220°C, 240°C, 240°C, 260°C, 265°C, and the speed of the main machine is 350rpm.
[0043] The compound and the continuous glass fiber melted and reacted by the extruder adopt the pultrusion process, the impregnation temperature is 260°C, and the fiber weight percentage is 20% and the length is the same as the resin pellet. The long glass fiber reinforced PP pellets with the same material length were used to prepare standard mechanical test samples by injection molding machine. The test results are shown in Table 1.
Embodiment 3
[0045] Use the TE-65 (length-to-diameter ratio L / D=48) twin-screw extruder that has side feed port, add 1496 grams of polypropylene resin PP-1 at main feed port, add 10 at side feed port 1 gram of black masterbatch, 20 grams of antioxidant, 4 grams of l,4-(bis-tert-butylperoxy) dicumyl and 70 grams of glass fiber compatibilizer. The processing temperature (from the feed port to the die head) is: 150°C, 190°C, 200°C, 220°C, 240°C, 240°C, 260°C, 265°C, and the speed of the main machine is 350rpm.
[0046]The compound and the continuous glass fiber melted and reacted by the extruder adopt the pultrusion process, the impregnation temperature is 260°C, and the fiber weight percentage is 20% and the length is the same as the resin pellet. The long glass fiber reinforced PP pellets with the same material length were used to prepare standard mechanical test samples by injection molding machine. The test results are shown in Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com