316L stainless steel powder for 3D printing technology and preparation method thereof
A 3D printing and stainless steel technology, applied in the field of 316L stainless steel powder and its preparation, can solve the problems of low material utilization rate, macroscopic composition segregation, etc., and achieve the effects of excellent mechanical properties, high sphericity, and reduced production costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
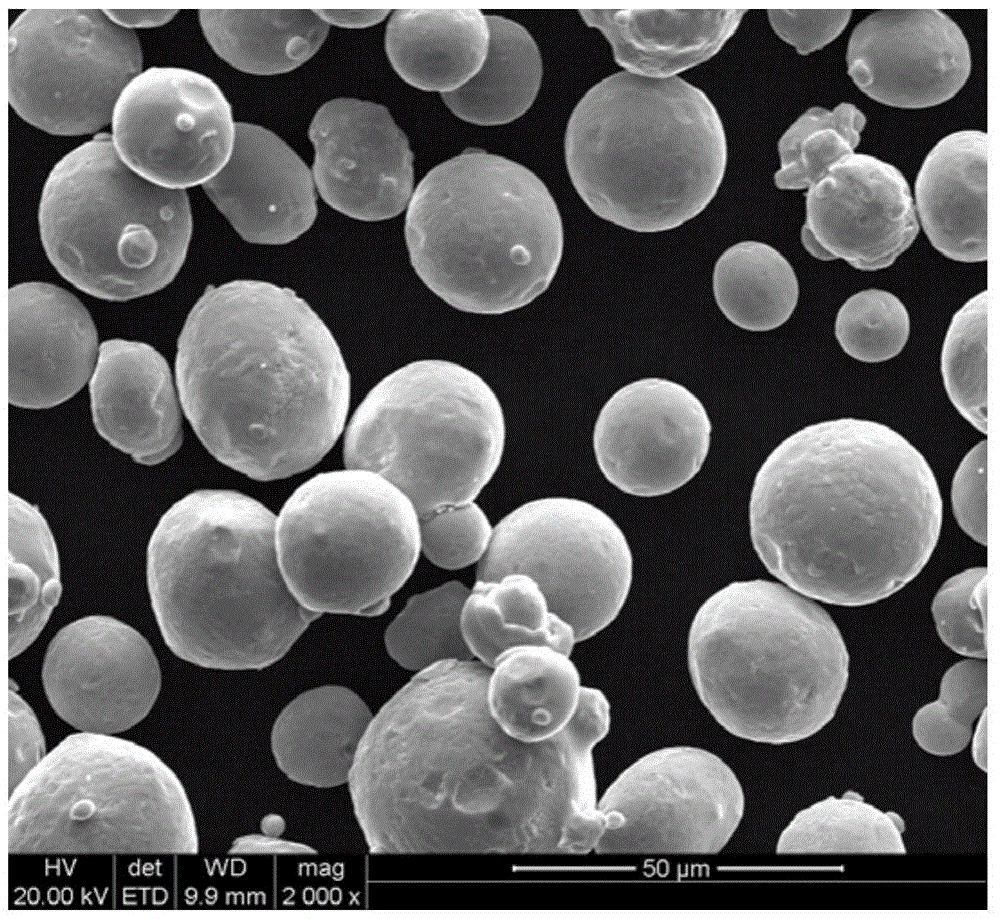
[0037] The following steps were used to prepare 316L stainless steel powder for SLM technology:
[0038] (1) Alloy remelting: add 50kg of 316L stainless steel raw material to vacuum induction furnace for melting, the alloy composition is Ni: 10.0%, Cr: 18.0%, Mo: 2.905%, C: 0.03%, Si: 1.00%, Mn: 2.00 %, P: 0.035%, S: 0.03%, Fe: 66%. Melting furnace vacuum degree 2.1×10 -2 Pa, the smelting temperature is controlled at 1580°C, after the raw materials are completely melted, the temperature is kept for 20 minutes, and the tundish is heated to 1040°C at the same time;
[0039](2) Atomization pulverization: the alloy melt flows freely downward into the gas atomization furnace through the leakage hole at the bottom of the middle leakage bag. The atomization pressure in the gas atomization furnace is 3.5MPa. Under the impact of high-purity argon flow , the alloy melt is crushed into fine droplets, cooled and solidified to obtain 316L stainless steel powder, the powder lands at the b...
Embodiment 2
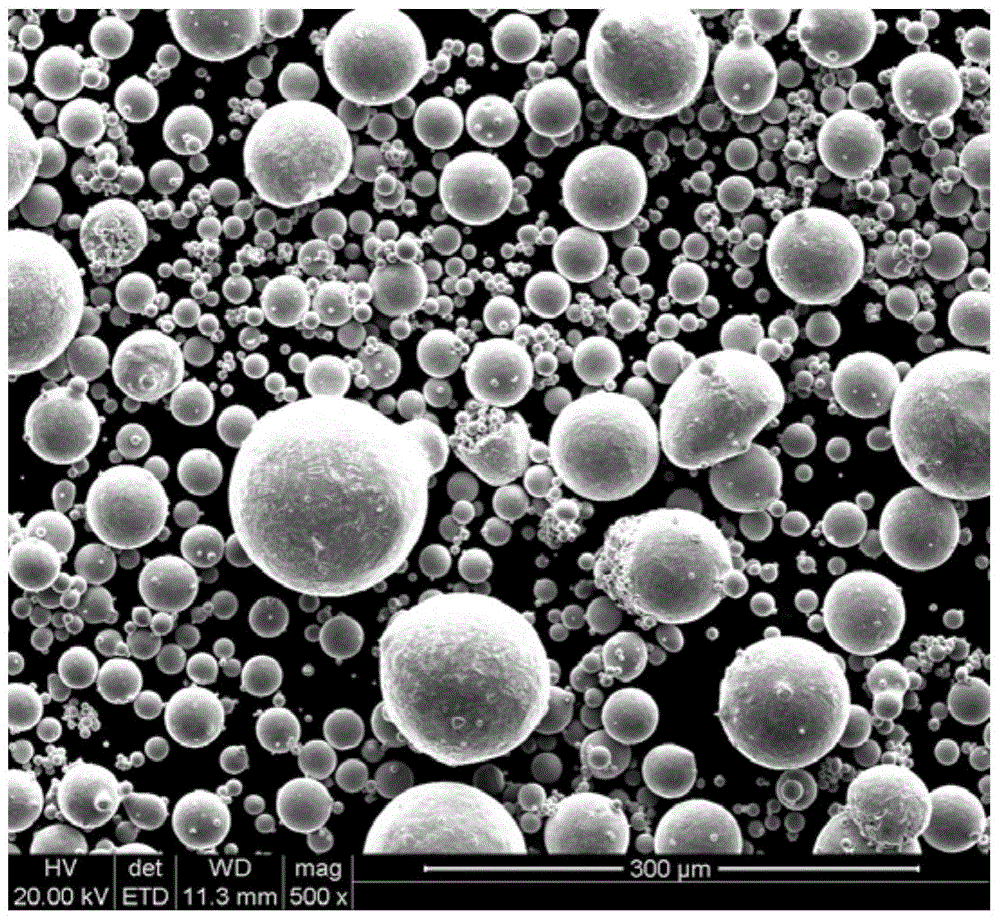
[0044] The following steps were used to prepare 316L stainless steel powder for the LENS technique:
[0045] (1) Alloy smelting: Add 50kg of 316L stainless steel raw materials into a vacuum induction furnace for smelting, the alloy composition is Ni: 14.0%, Cr: 17.0%, Mo: 2.0%, C: 0.02%, Si: 0.94%, Mn: 2.00% , P: 0.02%, S: 0.02%, Fe: 64%. The melting temperature range is 1560°C, and the vacuum degree in the vacuum induction furnace is 4×10 -2 Pa, after the raw material is completely melted, keep it warm for 20 minutes, and at the same time, heat the middle leakage bag to 1020°C;
[0046] (2) Atomized pulverization: Pour the alloy melt into the middle leakage bag, and the alloy melt flows freely downward into the gas atomization furnace through the leakage hole at the bottom of the middle leakage bag. The atomization pressure in the gas atomization furnace is 1.0MPa , under the impact of high-purity argon flow, the alloy melt is crushed into fine droplets, and after cooling a...
Embodiment 3
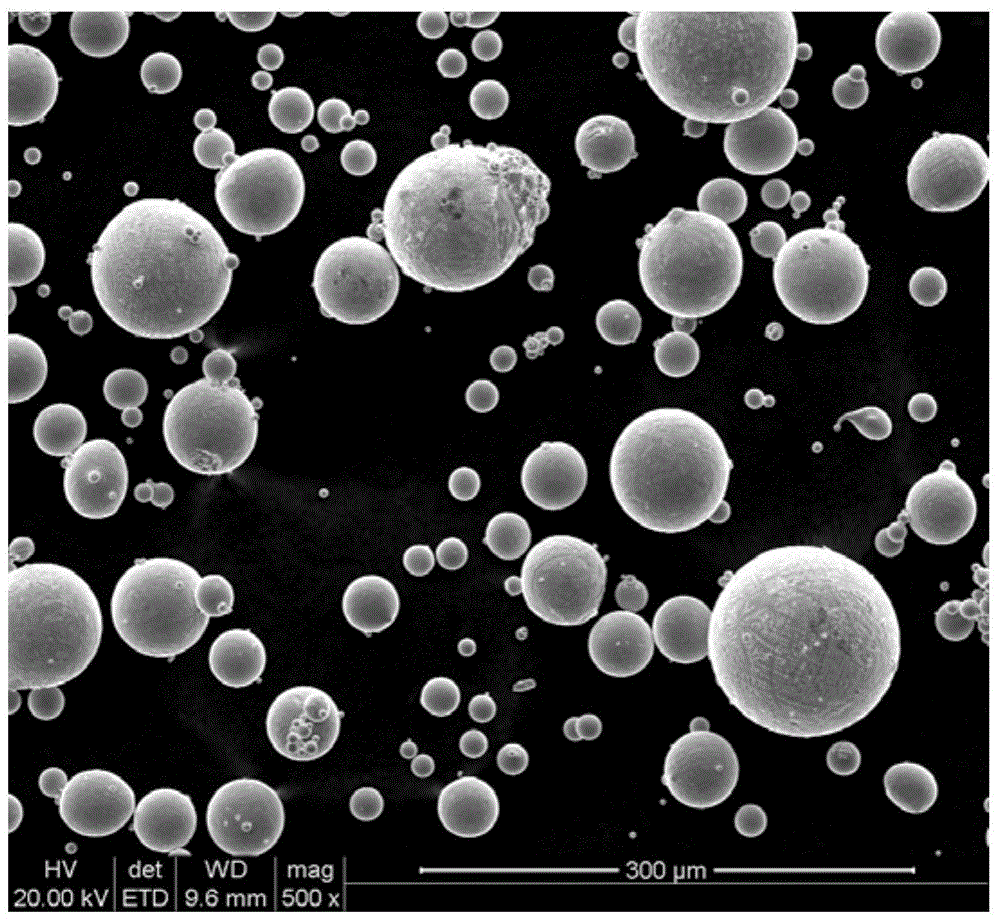
[0051] The following steps were used to prepare 316L stainless steel powder for EBM technology:
[0052] (1) Alloy remelting: Put 50kg of 316L stainless steel raw material into a vacuum induction furnace for melting, the alloy composition is Ni: 12.0%, Cr: 18.0%, Mo: 3.0%, C: 0.02%, Si: 0.94%, Mn: 1.00 %, P: 0.02%, S: 0.02%, Fe: 65%. Melting furnace vacuum degree 2.5×10 -2 Pa, the smelting temperature is controlled at 1550°C, after the raw materials are completely melted, keep the temperature for 20 minutes, and at the same time heat the middle leakage bag to 1070°C;
[0053] (2) Atomized pulverization: the alloy melt freely flows downward into the gas atomization furnace through the leakage hole at the bottom of the middle leakage bag. The atomization pressure in the gas atomization furnace is 2.5MPa. Under the impact of high-purity argon flow , the alloy melt is crushed into fine droplets, cooled and solidified to obtain 316L stainless steel powder, the powder lands at the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average particle size | aaaaa | aaaaa |
| The average particle size | aaaaa | aaaaa |
| Fluidity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com