Manufacturing method of welded product, welding method, welding device
A manufacturing method and welding current technology, which are applied in welding/welding/cutting items, welding equipment, manufacturing tools, etc., can solve the problems of pits and pores, pore defects, lack of pore suppression effect, and inability to be fully stirred, etc. To achieve the effect of suppressing porosity defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0100] Hereinafter, the present invention will be described in more detail based on examples. However, the present invention is not limited to the following examples unless the gist is exceeded.
[0101] In addition, here, the basic welding conditions are as follows.
[0102] ・The first steel plate 201 and the second steel plate 202: JISG3106SM490A inorganic zinc primer coating (coating thickness 30μm), 12mmt×75mmW×475mmL
[0103] ·Inclination angle of welding torch 10: 45°
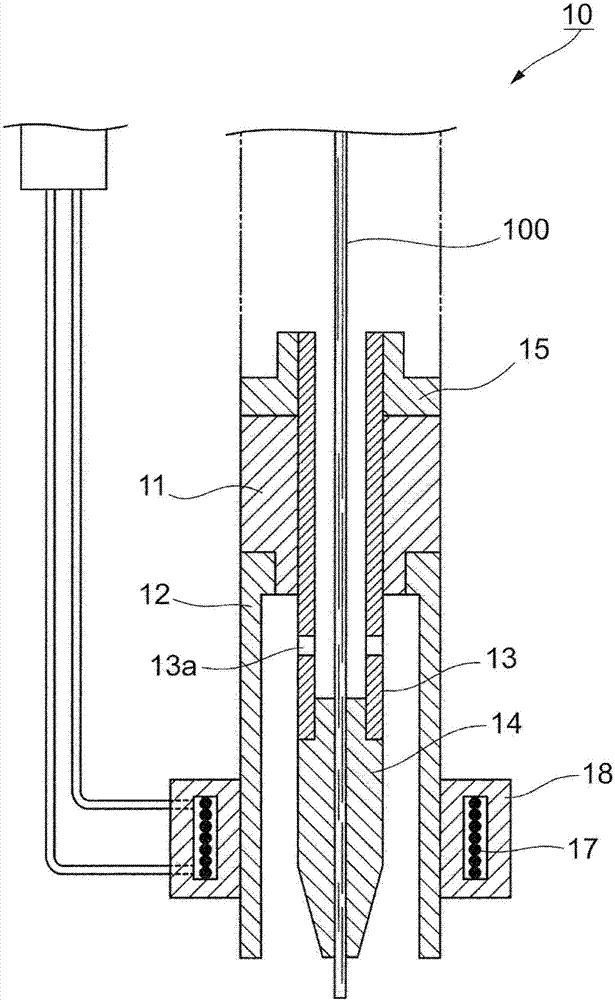
[0104] Protrusion length of the flux-cored welding wire 100 from the welding torch 10: 25 mm
[0105] Target position: root
[0106] ·Diameter of flux cored wire 100:
[0107] [Relationship between welding current and magnetic flux density]
[0108] First, the present inventors studied the relationship between the welding current I (average value) supplied to the flux-cored wire 100 and the magnetic flux density B (effective value) of the alternating magnetic field supplied to the molten pool 400 i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com