


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Novel 5CrW2SiBAlN shock-resisting tool steel
An impact-resistant tool steel technology, applied in the field of impact-resistant tool steel, can solve the problems of not being a low-carbon energy-saving product, increasing the quenching temperature, and consuming more energy, and achieving the effect of saving a lot of energy and reducing the quenching temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] In the 5CrW2SiBAlN alloy tool steel provided by the present invention, it comprises by mass parts:
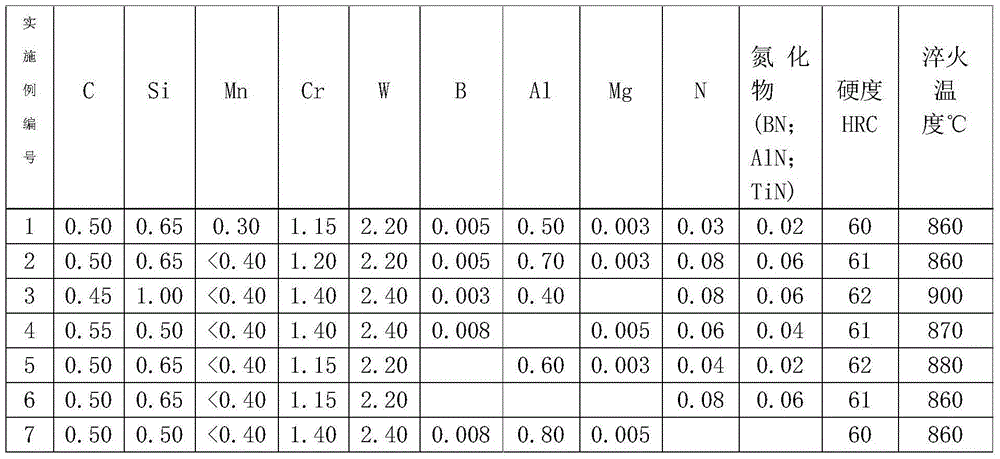
[0027] C_0.50, Si_0.65, Mn_0.30, Cr_1.15, W_2.20, B_0.005, Al_0.50,
[0028] Mg_0.003, N_0.03, nitride_0.02, the balance is Fe and unavoidable impurities.
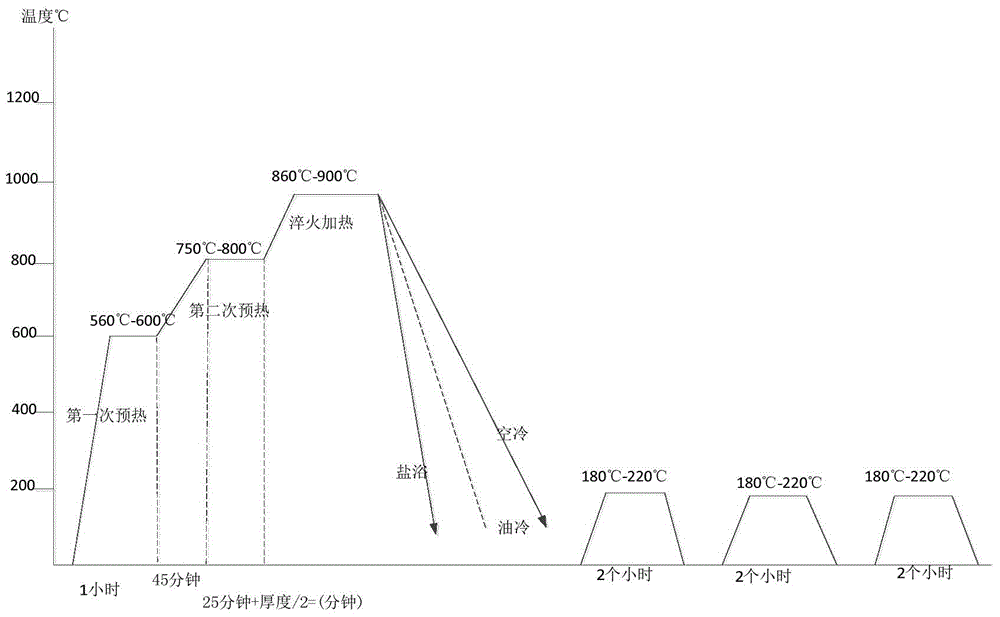
[0029] The steps of the above-mentioned novel 5CrW2SiBAlN alloy tool steel heat treatment process are as follows:
[0030] (1) Preheating: Preheat all the raw materials at a temperature of 560°C to 600°C, and the preheating time is 60 minutes;
[0031] (2) Quenching heating: the quenching heating temperature is 860 ℃ ~ 900 ℃, oil cooling or air cooling or salt bath cooling is adopted, and the quenching time is 20 ~ 30 minutes;
[0032] (3) Tempering: Tempering temperature is 180°C to 220°C, and then air cooled to room temperature.
Embodiment 2
[0034] In the 5CrW2SiBAlN alloy tool steel provided by the present invention, it comprises by mass parts:
[0035] C_0.50, Si_0.65, Mn_<0.40, Cr_1.20, W_2.20, B_0.005, Al_0.70,
[0036] Mg_0.003, N_0.08, nitride_0.06, the balance is Fe and unavoidable impurities.
[0037] The steps of the above-mentioned novel 5CrW2SiBAlN alloy tool steel heat treatment process are as follows:
[0038] (1) Preheating for the first time: Preheat all raw materials at a temperature of 560°C to 600°C, and the preheating time is 60 minutes;
[0039](2), the second preheating: after the first preheating, carry out the second preheating, then quenching, the second preheating temperature is 750 ℃ ~ 800 ℃, the second preheating time is 40 ~ 50 minute.
[0040] (3) Quenching heating: the quenching heating temperature is 860 ℃ ~ 900 ℃, oil cooling or air cooling or salt bath cooling is adopted, and the quenching time is 20 ~ 30 minutes;
[0041] (4) Tempering for the first time: the tempering tempe...
Embodiment 3
[0044] In the 5CrW2SiBAlN alloy tool steel provided by the present invention, it comprises by mass parts:
[0045] C_0.45, Si_1.00, Mn_<0.40, Cr_1.40, W_2.40B_0.003,
[0046] Al_0.40, N_0.08, nitride_0.08, the balance is Fe and unavoidable impurities.
[0047] The steps of the above-mentioned novel 5CrW2SiBAlN alloy tool steel heat treatment process are as follows:
[0048] (1) Preheating for the first time: Preheat all raw materials at a temperature of 560°C to 600°C, and the preheating time is 60 minutes;
[0049] (2), the second preheating: after the first preheating, carry out the second preheating, then quenching, the second preheating temperature is 750 ℃ ~ 800 ℃, the second preheating time is 40 ~ 50 minute.
[0050] (3) Quenching heating: the quenching heating temperature is 860 ℃ ~ 900 ℃, oil cooling or air cooling or salt bath cooling is adopted, and the quenching time is 20 ~ 30 minutes;
[0051] (4) Tempering for the first time: the tempering temperature is 1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com