


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
a mouth filling method
A technology for patching and patching, which is applied in the field of patching, can solve the problems of debonding and cracking, low molecular weight, limited hot melt adhesive pressure, etc., and achieves improved bonding strength, high quality stability, and strong rust resistance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
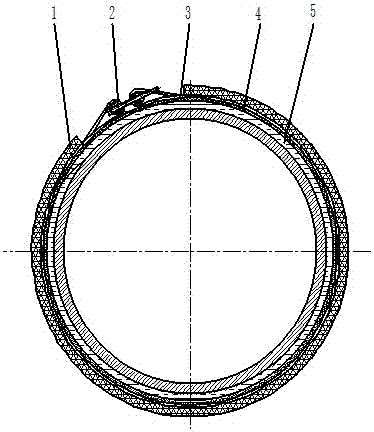
[0047] A Ф610 3LPP pipeline, the thickness of the prefabricated anti-corrosion layer is 3mm, the width of the patch 5 is 400mm, and the thickness is 3.3mm. The patching method includes the following steps:
[0048] a. Surface treatment: Decontamination and sand blasting are carried out on the surface of the steel pipe at the joint part of the pipeline. The surface quality of the steel pipe should reach Sa2.5 level. After sand blasting and derusting, the dust on the surface of the steel pipe is cleaned with compressed air;
[0049] b. Steel pipe preheating: preheat the steel pipe at the joint of the pipe to 75°C;
[0050] c. Wrapping of patch 5: Wrap patch 5 on the patching part of the pipeline. The material of patch 5 is a 4:1 blend of polypropylene and maleic anhydride grafted polypropylene copolymer. There is an arc-shaped groove in the middle of the width direction of the sheet 5 (along the axial direction of the pipeline), and the deepest part of the groove is 1.5mm, and i...
Embodiment 2
[0061] A 3LPE pipe with a diameter of Ф1219, the prefabricated anti-corrosion layer at both ends has a thickness of 3.7 mm, the joint patch 5 has a width of 450 mm, and a thickness of 4.6 mm. The joint joint method includes the following steps:
[0062] a. Surface treatment: Decontamination and sand blasting are carried out on the surface of the steel pipe at the joint of the pipe, so that the surface quality of the steel pipe reaches Sa2.5 level. After derusting, the dust on the surface of the steel pipe is cleaned with compressed air;
[0063] b. Steel pipe preheating: preheat the steel pipe at the joint part of the pipe to 50°C;
[0064] c. Coating of the joint patch 5: wrap the joint patch 5 on the surface of the pipeline patch part, the material of the joint patch 5 is a maleic anhydride grafted polyethylene copolymer, and the grafting rate is 0.25wt%; There is an arc-shaped groove in the middle of the width direction of the sheet 5 (along the axial direction of the pipel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| peel strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com