A kind of brazing method of sealing seat assembly
A brazing method and sealing seat technology, which are used in welding media, welding equipment, welding/welding/cutting items, etc., can solve the problem that the assembly and positioning requirements of sealing seat components are also very high, the seat body is easily deformed, and the chemical composition Different problems, to achieve the effect of high production efficiency, high qualification rate of brazing, and ensuring sealing requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
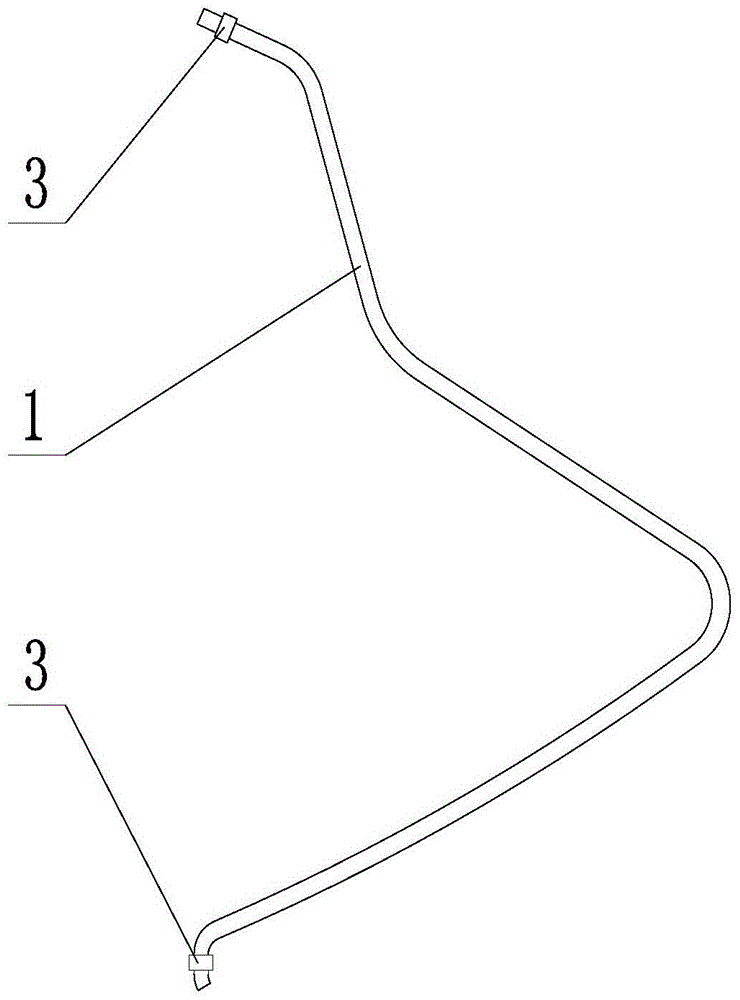
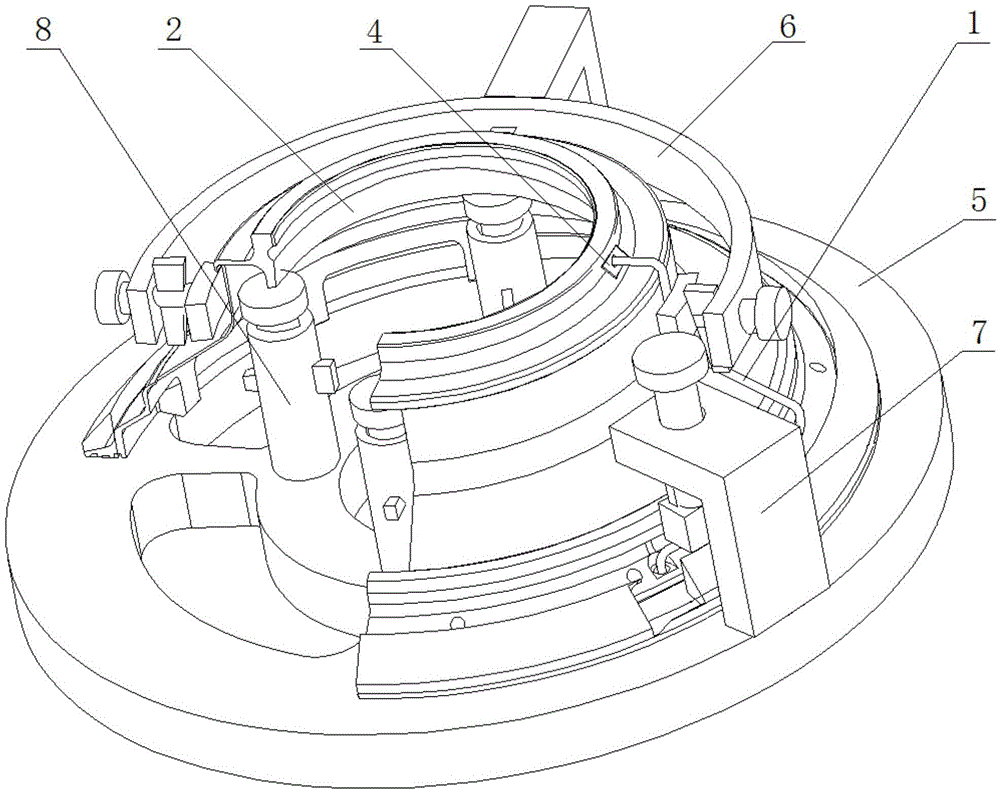
[0032] The seat body of the sealing seat assembly is TC4 titanium alloy, the conduit is 1Cr18Ni9Ti stainless steel, the conduit diameter is φ5mm, the depth of the two ends of the conduit inserted into the upper and lower mounting side holes of the seat body is 3mm, the upper and lower mounting edge holes of the seat body are The height difference is 120.5mm.
[0033] The type of vacuum furnace used in the brazing process is VBFV-300, the working temperature of the equipment is 550-1350°C, the temperature uniformity is ±5°C, and the ultimate vacuum pressure is 0.001Pa.
[0034] The brazing method of the above-mentioned sealing seat assembly includes the following steps:
[0035] Step 1: Preparation before welding
[0036] ① Prepare a BAg71CuNiLi strip-shaped finished solder with a thickness of 0.1mm, and then use emery gauze to clean the oxide film on the surface of the solder until it shows a metallic luster;
[0037] ② Use emery gauze to clean the oxide film at the two ends...
Embodiment 2
[0056] The seat body of the sealing seat assembly is TC4 titanium alloy, the conduit is 1Cr18Ni9Ti stainless steel, the conduit diameter is φ5mm, the depth of the two ends of the conduit inserted into the upper and lower mounting side holes of the seat body is 3.5mm, the upper and lower mounting sides of the seat body are The height difference is 120.8mm.
[0057] The type of vacuum furnace used in the brazing process is VBFV-300, the working temperature of the equipment is 550-1350°C, the temperature uniformity is ±5°C, and the ultimate vacuum pressure is 0.001Pa.
[0058] The brazing method of the above-mentioned sealing seat assembly includes the following steps:
[0059] Step 1: Preparation before welding
[0060] ① Prepare a BAg71CuNiLi strip-shaped finished solder with a thickness of 0.1mm, and then use emery gauze to clean the oxide film on the surface of the solder until it shows a metallic luster;
[0061] ② Use emery gauze to clean the oxide film at the two ends of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com