A casting method for hollow turbine guide vanes
A technology for turbine guide vanes and pouring methods, which is applied to casting molding equipment, molds, cores, etc., can solve the problems of not completely eliminating hot cracks and loose defects of castings, uneven stress, and high rejection rate, and achieves solutions to hot cracks. Problems, uniform temperature field, effect of improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0024] The present invention will be further described in detail below in conjunction with specific embodiments, which are explanations of the present invention rather than limitations.
[0025] A casting method for a hollow turbine guide vane of the present invention comprises the following steps,
[0026] 1) Manufacture wax pattern combination;
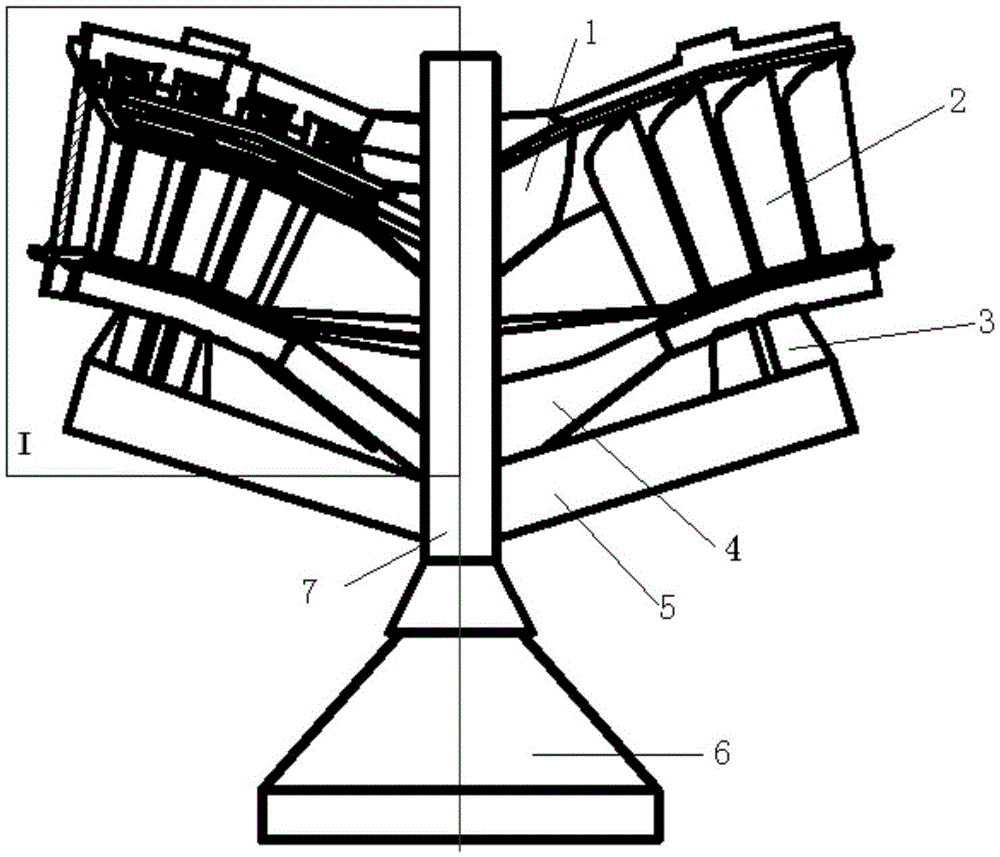
[0027] 2) Make a shell on the wax pattern combination to obtain a hollow turbine guide vane shell, such as figure 1 shown;
[0028] 3) Wrap the leaf body of the shell with a layer of ceramic thermal insulation cotton, and then wrap the entire shell with two layers of ceramic cotton. The structure is as follows: figure 2 Shown; put the processed shell into the roasting furnace for casting; the casting shell temperature is 1065-1085°C during pouring, and the pouring temperature is 1460-1480°C. Wherein, the thickness of the ceramic thermal insulation cotton is 6-9 mm, and this preferred example takes 6 mm as an example for illustra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com