


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Die-casting piece welding method and welding gun with interventional mechanical disturbance feature
A technology of disturbance characteristics and welding method, applied in the field of welding torches and die castings, can solve the problems of welding wire melting, difficult control, and difficulty in reaching the bottom of the molten pool.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
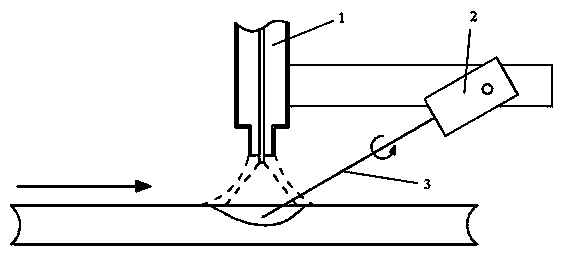
[0024] The object is the die-cast block AZ91D magnesium alloy. While argon tungsten arc welding is welding the die-cast magnesium alloy, the tungsten needle is inserted into the molten pool and moves synchronously with the welding torch 1. The vibration motor drives the tungsten needle to vibrate, and the vibration frequency is 20Hz. The pool is vibrated and disturbed, and the inclination angle of the tungsten needle is 30° to facilitate the escape of gas in the molten pool.
[0025] Experimental results: The calculated weld porosity is 0.172, and compared with the control example 1, the weld porosity decreases by 39.2%.
Embodiment 2
[0027] The object is die-cast block A356 aluminum alloy. While argon tungsten arc welding is used to weld the die-cast aluminum alloy, the tungsten needle is inserted into the molten pool and moves synchronously with the welding torch 1. The vibration motor drives the tungsten needle to vibrate. The vibration frequency is 1000Hz. The pool is vibrated and disturbed, and the inclination angle of the tungsten needle is 30° to facilitate the escape of gas in the molten pool.
[0028] Experimental results: The calculated weld porosity is 0.148, which is 46.4% lower than that of Control Example 2.
Embodiment 3
[0030] The object is the die-cast block AZ91D magnesium alloy. While argon tungsten arc welding is welding the die-cast magnesium alloy, the tungsten needle is inserted into the molten pool and moves synchronously with the welding torch 1. The vibration motor drives the tungsten needle to vibrate, and the vibration frequency is 3000Hz. The pool is vibrated and disturbed, and the inclination angle of the tungsten needle is 30° to facilitate the escape of gas in the molten pool.
[0031] Experimental results: The calculated weld porosity is 0.134, and compared with the control example 1, the porosity decreases by 52.7%.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com