Radial forging method for high temperature alloy step shaft
A high-temperature alloy and radial forging technology, applied in engine components, mechanical equipment, etc., can solve the problems of poor uniformity of structure and properties, exceeding the standard, and unstable quality of alloy step shaft products.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
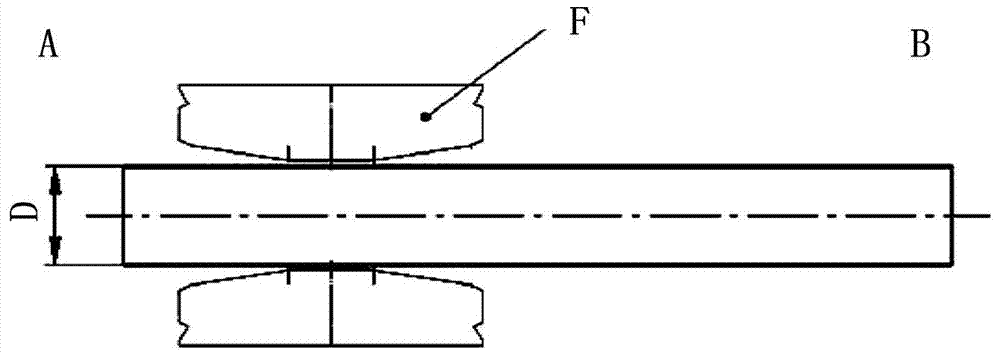
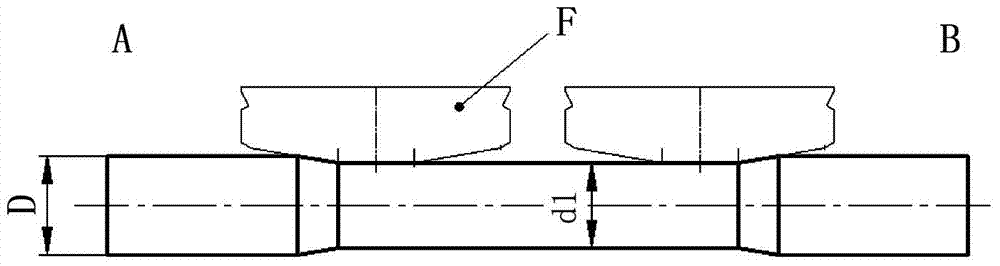
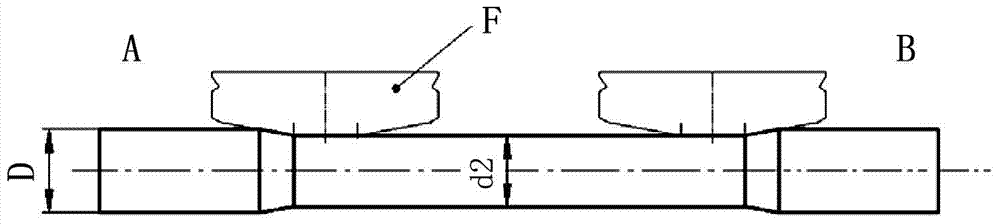
[0040] will refer to figure 1 and Figure 2A to Figure 2E The specific steps of forging a steel ingot blank with a diameter of Φ550mm into a stepped shaft with a finished size of Φ295×435+Φ175×125+Φ125×1245mm will be described in detail using the superalloy stepped shaft radial forging method according to the present invention.
[0041]In this embodiment, the steel ingot data is as follows: the superalloy is GH901, the diameter is Φ550 mm, the length L=1500 mm, and the weight is 2800 kg.
[0042] First, the steel ingot is upset to H0 / 2 by the quick forging machine, and then drawn to an octagonal 360mm, and the cracks on the surface of the billet are cleaned, and the billet is provided for the radial forging machine (for example, 18MN radial forging machine).
[0043] refer to figure 1 , figure 1 It is a schematic diagram of the first stepped shaft (also called the pre-forged billet) obtained after the steel ingot is pre-forged by the radial forging hammer F. In this embodi...
Embodiment 2
[0050] In another embodiment according to the present invention, the specific steps of forging a steel ingot blank with a diameter of Φ550mm into a stepped shaft with a finished size of Φ246×380+Φ146×100+Φ105×1230mm in the radial forging method of a superalloy stepped shaft will be described .
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com