


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Electroslag welding solid wire for low-temperature steel plate
A technology of solid welding wire and electroslag welding, which is applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., and can solve the problems of slow cooling rate of weld seam, coarsening of weld seam structure, deterioration of low temperature toughness of weld seam, etc. problem, to achieve good overall performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0029] A 100-ton electric furnace is used to make steel through continuous casting to produce a billet, and a solid core wire with a diameter of 1.6mm is produced through rolling, wire drawing, copper plating and other processes. The main chemical composition (weight percent) of the welding wire is: C0.06, Si0.42, Mn0.87, P0.013, S0.007, Ni4.2, Mo0.45, N0.0045, Zr0.02, Ti0. 2, B0.008, the balance is iron and unavoidable impurities.
[0030] The electroslag welding process parameters are shown in Table 1. Vertical butt welding tests were carried out on ship plate EH40 with thickness specifications of 60mm and 80mm respectively. The composition of the steel plate contains 0.08%C, 0.25%Si, 1.5%Mn, 0.01%P, 0.006%S, and an appropriate amount of elements such as Nb and Ti; the yield strength of the steel plate is ≥400MPa, the tensile strength is ≥520MPa, and the elongation is ≥26% , -40 ℃ impact energy ≥ 300J.
[0031] After welding, the electroslag welded joints were sampled for ...
Embodiment 2
[0033] A 100-ton electric furnace is used to make steel through continuous casting to produce a billet, and a solid core wire with a diameter of 1.6mm is produced through rolling, wire drawing, copper plating and other processes. The main chemical composition (weight percent) of the welding wire is: C0.07, Si0.55, Mn1.0, P0.010, S0.008, Ni4.6, Mo0.35, N0.0035, Zr0.04, Ti0. 12, B0.006, and the balance of iron and unavoidable impurities.
[0034] The parameters of the electroslag welding process are shown in Table 1. Vertical butt joint tests were carried out on ship plates with thickness specifications of 60mm and 80mm respectively. The chemical composition and mechanical properties of the steel plate are the same as in Example 1.
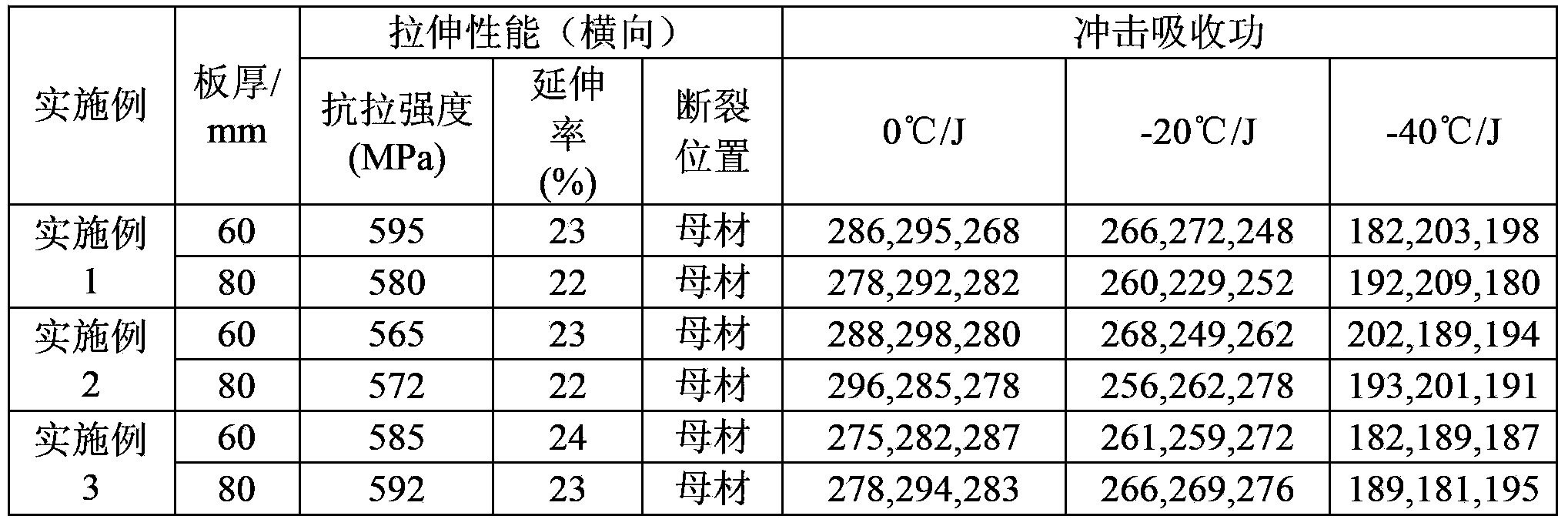
[0035] After welding, the electroslag welded joints were sampled for transverse tensile test and impact test of weld metal. The transverse tensile properties and impact properties are shown in Table 2.
Embodiment 3
[0037]A 100-ton electric furnace is used to make steel through continuous casting to produce a billet, and a solid core wire with a diameter of 1.6mm is produced through rolling, wire drawing, copper plating and other processes. The main chemical composition (weight percent) of the welding wire is: C0.05, Si0.45, Mn0.75, P0.009, S0.005, Ni3.5, Mo0.55, N0.0042, Zr0.06, Ti0. 22, B0.008, and the balance of iron and unavoidable impurities.
[0038] The parameters of the electroslag welding process are shown in Table 1. Vertical butt joint tests were carried out on ship plates with thickness specifications of 60mm and 80mm respectively. The chemical composition and mechanical properties of the steel plate are the same as in Example 1.
[0039] After welding, the electroslag welded joints were sampled for transverse tensile test and impact test of weld metal. The transverse tensile properties and impact properties are shown in Table 2.
[0040] It can be seen from Table 2 that the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| impact absorption energy | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com