Hydrogen-induced crack resisting high-ductility ultra-low hydrogen welding electrode
A hydrogen-induced crack resistance, high toughness technology, applied in welding media, welding equipment, welding/cutting media/materials, etc., can solve problems such as equipment damage and explosion, and achieve stable arc, easy slag removal, and excellent welding performance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0049] Adopt the general manufacturing process in the welding rod production industry, make the welding core according to the welding core formula in Table 1-1, prepare the welding rod coating according to the coating formula in Table 1-2 and prepare the welding rod coating by dry mixing and wet mixing, and apply the welding rod coating onto the core to form it:
[0050] Table 1-1 Solder core formula (unit: weight percentage)
[0051] C
Si
mn
Cr
Ni
P
S
Fe
0.06
0.03
0.45
0.04
0.04
0.006
0.003
margin
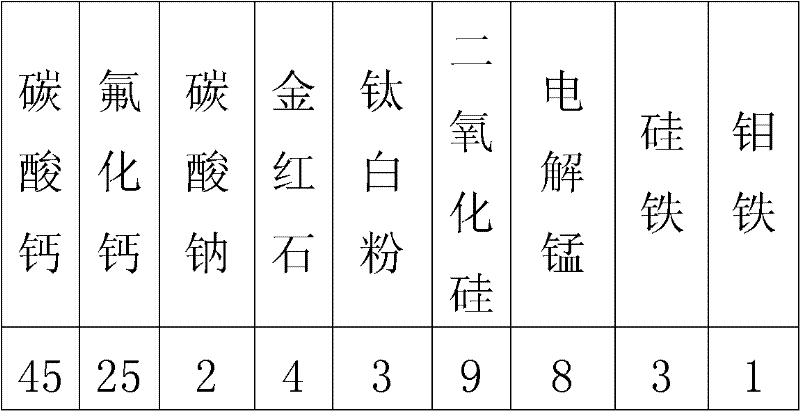
[0052] Table 1-2 drug skin formula (unit: weight percentage)
[0053]
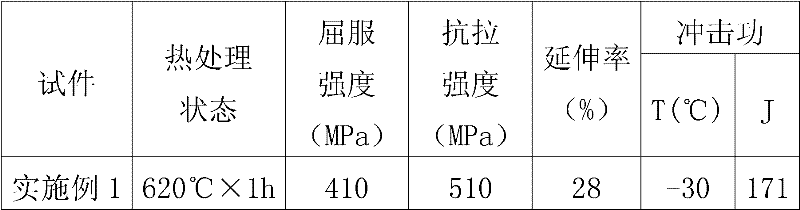
[0054] The chemical composition of the deposited metal is shown in Table 1-3, the mechanical properties are shown in Table 1-4, the results of the diffusible hydrogen test are shown in Table 1-5, and the results of the corrosion test (HIC) are shown in Table 1-6:
[0055] Table 1-3 Chemical composition of ...
Embodiment 2
[0067] Adopt the general manufacturing process in the welding rod production industry, make the welding core according to the welding core formula in Table 2-1, prepare the welding rod coating according to the coating formula in Table 2-2 and prepare the welding rod coating by dry mixing and wet mixing, and apply the welding rod coating onto the core to form it:
[0068] Table 2-1 Solder core formula (unit: weight percentage)
[0069] C
Si
mn
Cr
Ni
P
S
Fe
0.03
0.03
0.35
0.04
0.03
0.005
0.004
margin
[0070] Table 2-2 Drug skin formula (unit: weight percentage)
[0071]
[0072] The chemical composition of the deposited metal is shown in Table 2-3, the mechanical properties are shown in Table 2-4, the content of diffusible hydrogen is shown in Table 2-5, and the HIC corrosion test results are shown in Table 2-6:
[0073] Table 2-3 Chemical composition of deposited metal (we...
Embodiment 3
[0082] Adopt the general manufacturing process in the welding rod production industry, make the welding core according to the welding core formula in Table 3-1, prepare the welding rod coating according to the coating formula in Table 3-2 and prepare the welding rod coating by dry mixing and wet mixing, and apply the welding rod coating onto the core to form it:
[0083] Table 3-1 Solder core formula (unit: weight percentage)
[0084] C
Si
mn
Cr
Ni
P
S
Fe
0.01
0.05
0.30
0.012
0.20
0.005
0.001
margin
[0085] Table 3-2 Drug skin formula (unit: weight percentage)
[0086]
[0087] The chemical composition of the deposited metal is shown in Table 3-3, the mechanical properties are shown in Table 3-4, the content of diffusible hydrogen is shown in Table 3-5, and the HIC corrosion test results are shown in Table 3-6:
[0088] Table: 3-3 Chemical composition of deposited metal (...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Impact energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com