Method for rolling thin high-strength steel plate of single-frame steckel mill
A technology of high-strength steel plate and furnace coil rolling mill, applied in the field of steel rolling, can solve the problems of super-fast rolling force stop rolling, excessive temperature drop, large temperature difference, etc., and achieve the effect of improving the production capacity of the rolling mill
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
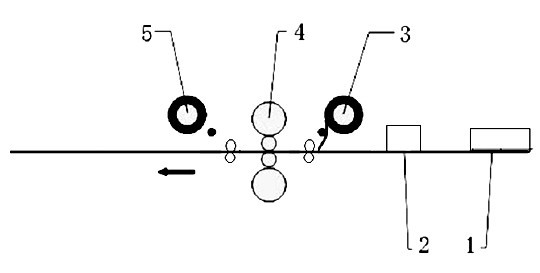
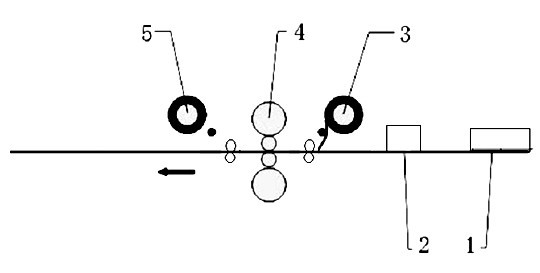
[0019] A thin-gauge high-strength steel sheet rolling process in a single-stand furnace coil mill. The rolling process requires a temperature of 1230°C for the furnace, a temperature of the coiling furnace for 950°C, and a reduction of 10% in the last pass. The bending force of the first pass (the 5th pass) and the first pass (6th pass) at the beginning of rolling is 900 tons, and the thickness of the rolled piece is 30mm~50mm during the flat rolling process When the temperature is higher than 100°C, the Frit spray system will be opened in the middle of the rolled piece and automatically closed at 20m from the head and tail of the rolled piece before the rolled piece enters the rolling stage. The final rolling speed is 1.50m / s.
[0020] In this example, one piece of rolled Q890 high-strength steel plate is selected. The actual size of the billet is 150*2520*6600mm, the thickness of the finished product is 7mm, and the rolling is 11 passes, which is divided into two rolling stag...
Embodiment 2
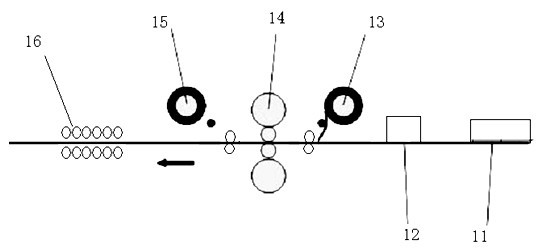
[0026] A thin-gauge high-strength steel plate rolling process in a single-stand furnace coil mill. The rolling process requires a temperature of 1200 ° C for the furnace, a temperature of the coiling furnace for 900 ° C, and a reduction of 11% in the final pass. The bending force of the 6 passes is 950 tons. In the pass before the rolled piece enters the rolling stage, the Frit spray system is used to descale and control the surface quality of the steel plate. The final rolling speed is 1.60m / s.
[0027] The flat-rolled plate blank selected in this embodiment has an actual size of 150*3180*15182mm, a finished product thickness of 8.7mm, and 11 rolling passes, of which the first stage is 5 passes, flat rolling; the second stage 6 passes for rolling, roll rolling. The specific process is as follows, see figure 2 :
[0028] (1) The heating temperature in the heating furnace 11 is 1200°C. Before tapping, the temperature of the pre-machine coiling furnace 13 and the rear coilin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com