Tooth ring tooth surface laser induration processing method
A hardening treatment and laser technology, which is applied in the field of auto parts processing, can solve the problems of large ring gear deformation and small processing deformation, and achieve the effect of small quenching deformation and improved surface hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
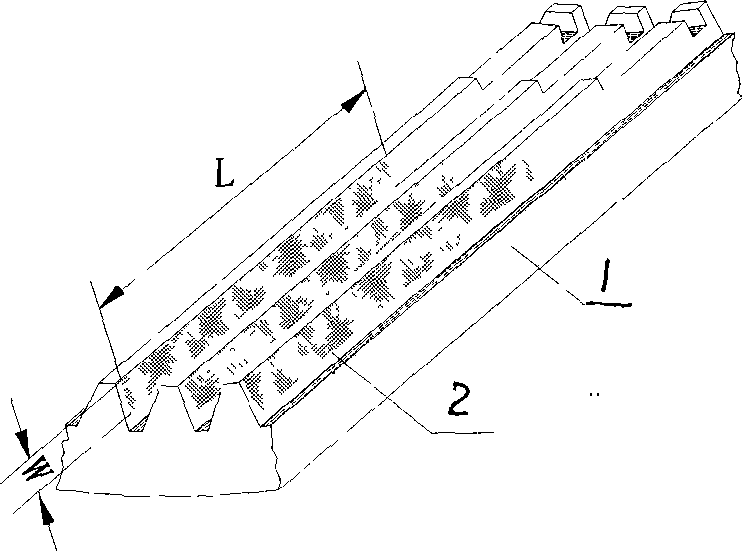
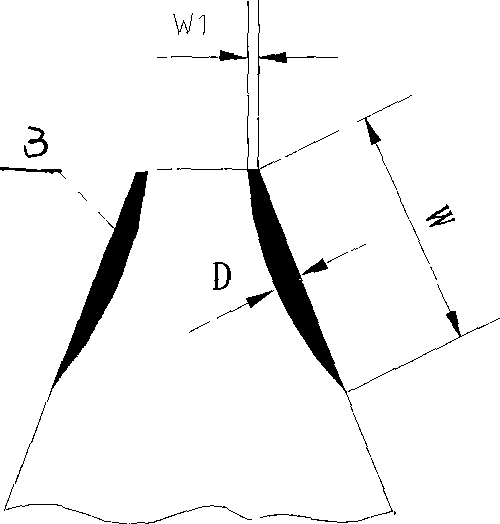
[0010] Such as figure 1 , 2 As shown, the laser hardening treatment method is the same on both sides of each tooth of the ring gear and near the top of the tooth, and the specific treatment method is as follows: ① Place the ring gear on the fixture of the rotary table, and the tooth length direction is perpendicular to the table surface of the rotary table ; ②A diaphragm stop is placed on the upper end of the ring gear; ③A reasonable matching laser power is 800W, the laser beam scanning speed is 30mm / min, the focal length of the focusing lens is 300mm, the absolute value of defocus is <10mm, and the shielding gas can be argon or nitrogen and other lasers Hardening treatment parameters; ④The center of the light guide tube deviates from the center of the ring gear; ⑤The laser beam is incident on the tooth side of the ring gear at an angle of 40°; Laser hardened bands are formed on the treated surface; the number of laser hardened bands is 2 / tooth; the length (L) of laser harden...
Embodiment 2
[0012] Such as figure 1 , 2 As shown, the laser hardening treatment method is the same on both sides of each tooth of the ring gear and near the top of the tooth, and the specific treatment method is as follows: ① Place the ring gear on the fixture of the rotary table, and the tooth length direction is perpendicular to the table surface of the rotary table ; ②A diaphragm is placed on the upper end of the ring gear; ③Reasonably matched laser power is 1500W, laser beam scanning speed is 40mm / min, focal length of focusing mirror is 500mm, absolute value of defocus is less than 20mm, shielding gas can be laser such as argon and nitrogen Hardening treatment parameters; ④The center of the light guide tube deviates from the center of the ring gear; ⑤The laser beam is incident on the tooth side surface of the ring gear at an angle of 45°; Laser hardening bands are formed on the treated surface; the number of laser hardening bands is 2 / tooth; the length (L) of laser hardening bands is...
Embodiment 3
[0014] Such as figure 1 , 2 As shown, the laser hardening treatment method is the same on both sides of each tooth of the ring gear and near the top of the tooth, and the specific treatment method is as follows: ① Place the ring gear on the fixture of the rotary table, and the tooth length direction is perpendicular to the table surface of the rotary table ; ②A diaphragm is placed on the upper end of the ring gear; ③A reasonable matching laser power is 3000W, the laser beam scanning speed is 60mm / min, the focal length of the focusing lens is 600mm, the absolute value of defocus is <30mm, and the shielding gas can be argon or nitrogen and other lasers Hardening treatment parameters; ④The center of the light guide tube deviates from the center of the ring gear; ⑤The laser beam is incident on the tooth side surface of the ring gear at an angle of 50°; Laser hardening bands are formed on the treated surface; the number of laser hardening bands is 2 / tooth; the length (L) of laser ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com