


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Process for manufacturing low-aliquation large-scale hollow steel ingot
A manufacturing method and hollow steel technology, which are used in the manufacture of tools, equipment for feeding molten metal into casting molds, casting molds, etc., can solve the problems of difficult core removal and inner core deformation, and reduce secondary oxidation inclusions. , The effect of reducing shrinkage and ensuring operability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
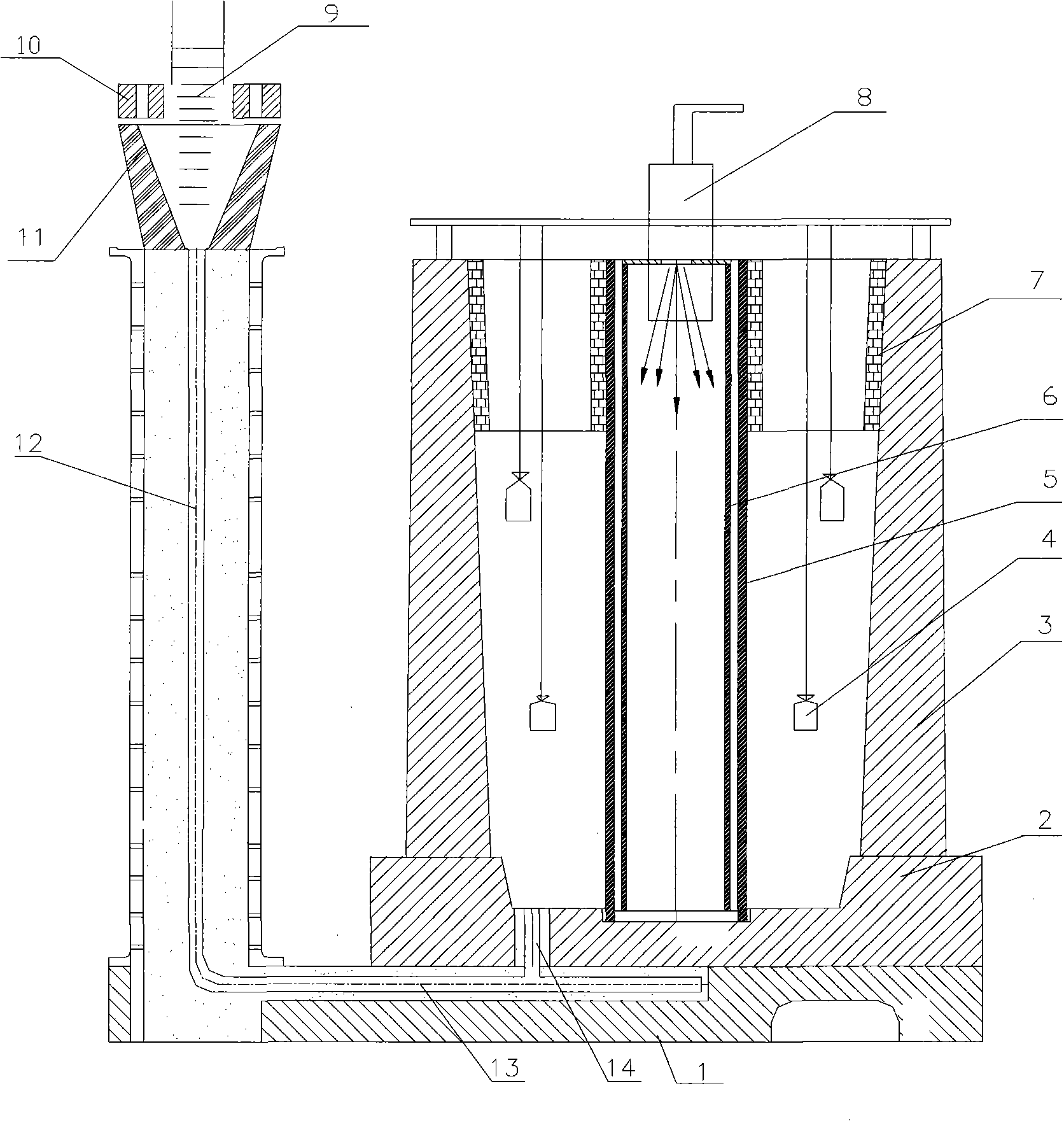
[0045] like figure 1 As shown, the weight of poured molten metal is 40 tons, the pouring speed is 5 tons / minute, and the material is No. 25 steel.
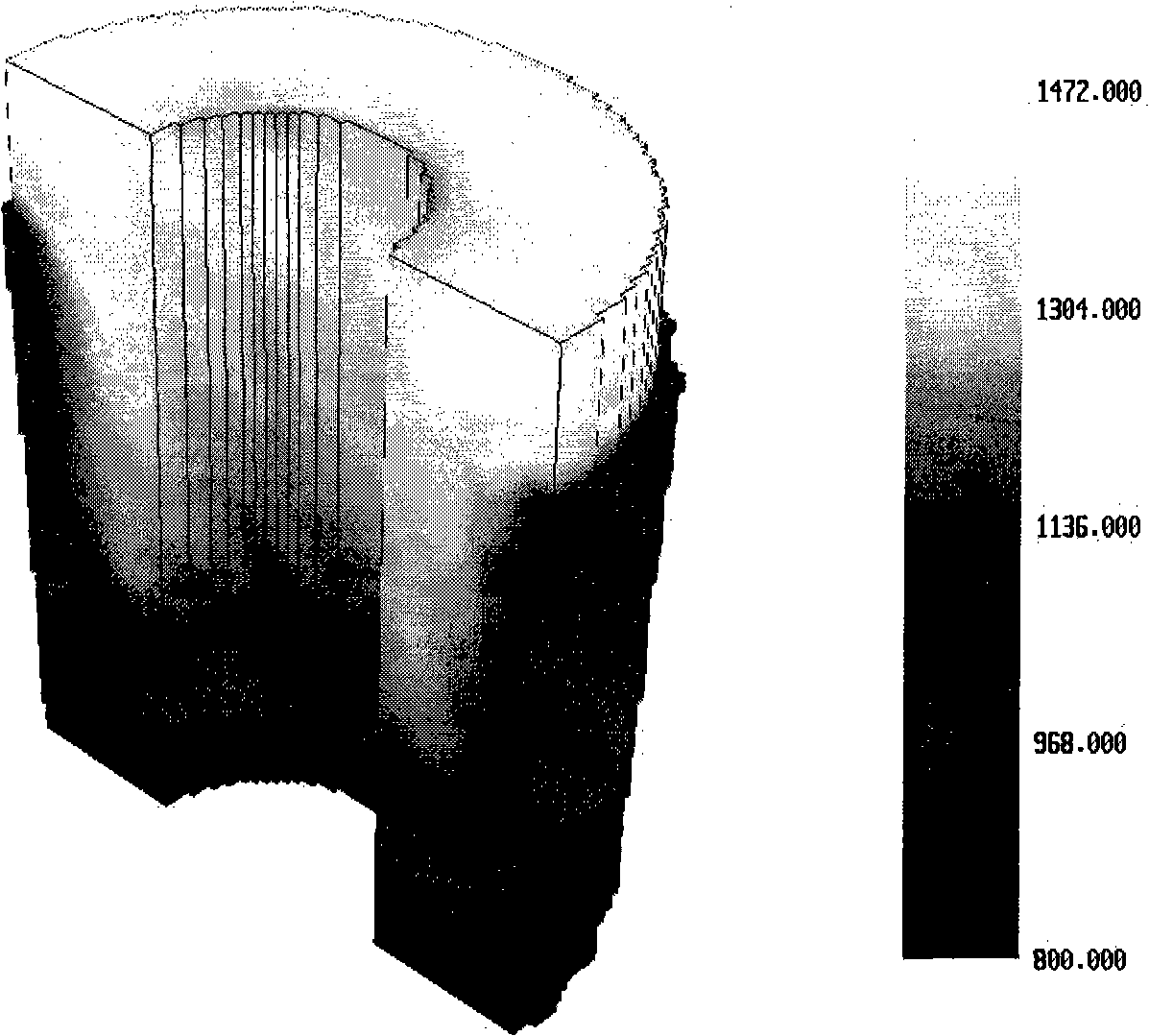
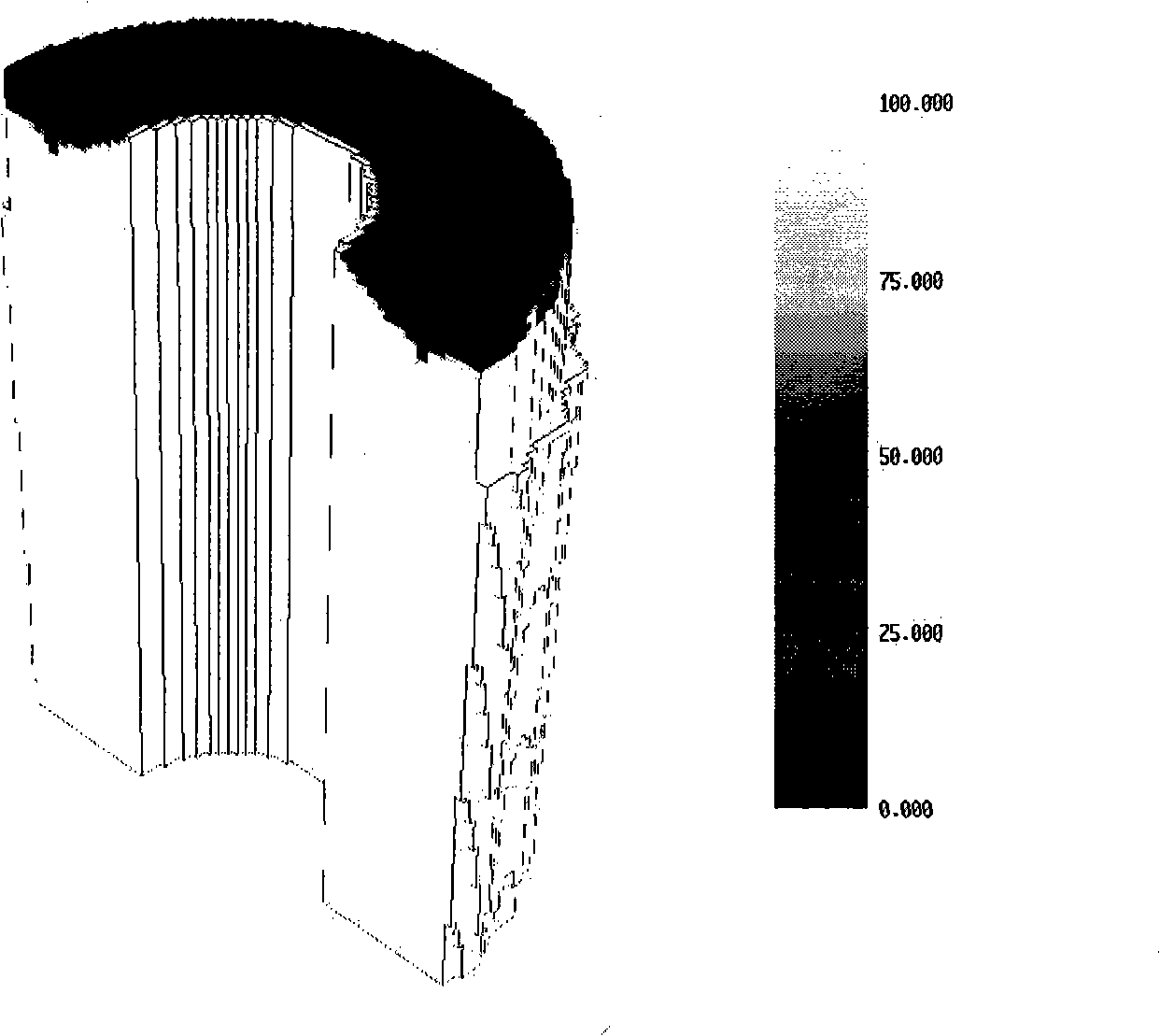
[0046] The implementation of the present invention is as follows: the process design is carried out by adopting the gas protection technology of the metal liquid surface, the design technology of the smooth filling and pouring system, and the advanced computer simulation technology, and mainly adopts the large air volume cooling technology and the steel structure nested core hole forming technology , Metal liquid early covering technology, gas protection flow injection technology, etc.
[0047] The advanced computer simulation technology ensures the rationality of the process design. The steel structure nested core hole forming technology and the large air volume cooling technology are used to complete the sequential solidification of the steel ingot and control the segregation position.
[0048] In this embodiment, the outer ste...
Embodiment 2
[0056] like figure 1 As shown, the weight of poured molten metal is 43 tons, the pouring speed is 7 tons per minute, and the material is No. 25 steel.
[0057] The implementation of the present invention is as follows: the process design is still carried out by adopting the metal liquid surface gas protection technology, the design technology of the smooth filling and pouring system, and the advanced computer simulation technology, mainly adopting the large air volume cooling technology, the steel structure nested core forming Hole technology, metal liquid early covering technology, gas protection injection technology, etc.
[0058] In this embodiment, the outer steel plate is 25 mm thick, the inner steel plate is 25 mm thick, the gap between the two steel plates is 60 mm, and the steel plates are supported by steel pipes. 50mm.
[0059] In this embodiment, the pressure of compressed air is 0.8MPa, and the gas flow rate is 400m 3 / min, the ventilation time is 5h.
[0060]...
Embodiment 3
[0062] like figure 1 As shown, the weight of poured molten metal is 45 tons, the pouring speed is 6 tons per minute, and the material is No. 25 steel.
[0063] The implementation of the present invention is as follows: the process design is still carried out by using the metal liquid surface gas protection technology, the smooth filling and pouring system design technology, and the advanced computer simulation technology, and mainly adopts the steel structure nested core hole forming technology, large temperature difference cooling Technology, narrow gap molding sand technology, pouring dispersed gate drainage technology, thick and large chassis forced cooling technology, etc.
[0064] In this embodiment, the outer steel plate is 20 mm thick, the inner steel plate is 10 mm thick, the gap between the two steel plates is 30 mm, and the steel plates are supported by steel pipes. 30mm.
[0065] In this embodiment, the pressure of compressed air is 0.5MPa, and the gas flow rate ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com