


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Middle code non-oriented electrical steel with fine surface and manufacturing method thereof
A technology of grain-oriented electrical steel and surface state, applied in the direction of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of increasing manufacturing costs, increasing equipment investment, etc., to achieve reduced investment, good surface condition, magnetic and mechanical properties excellent effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
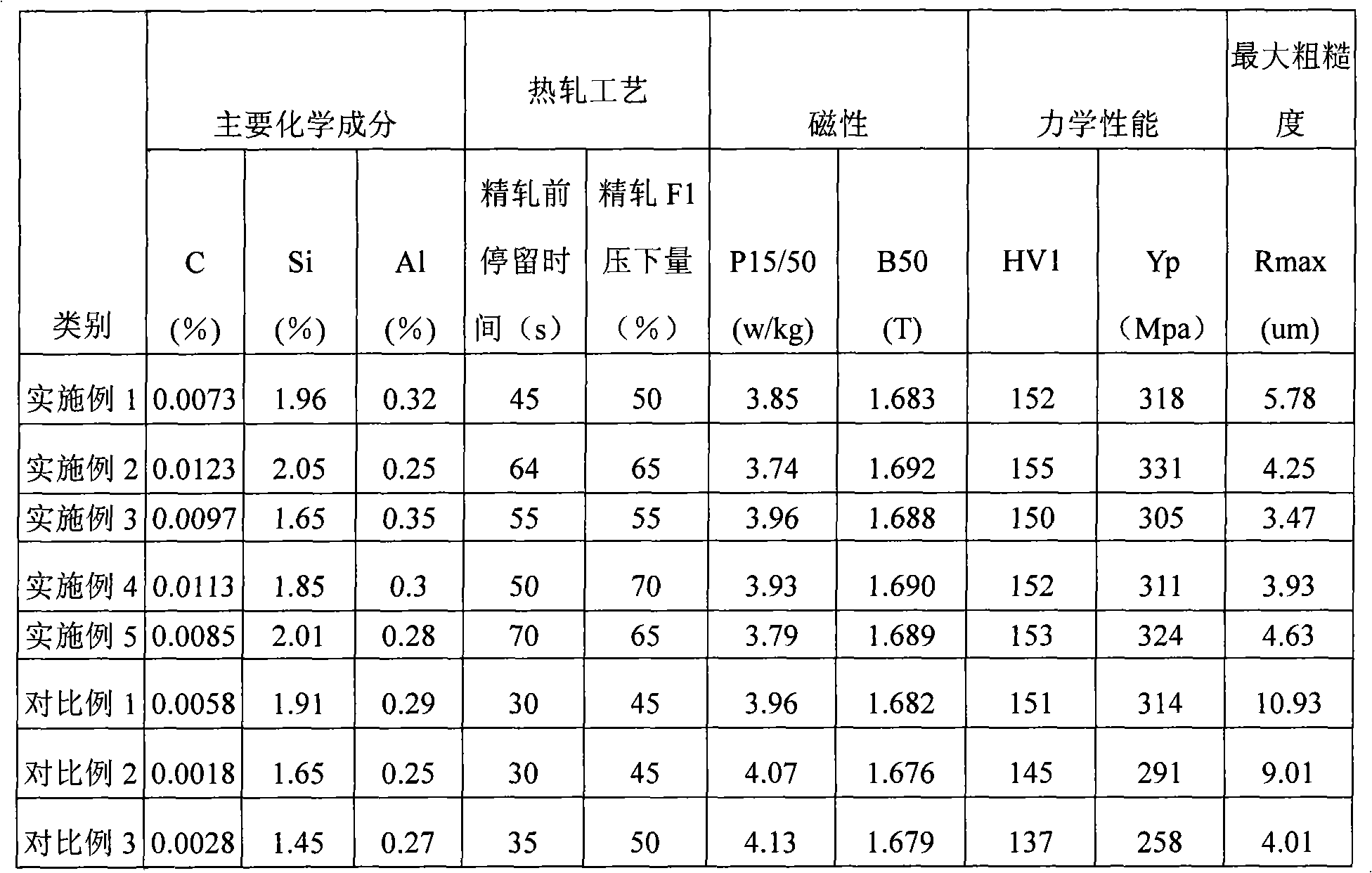
[0040] First, according to the chemical composition carbon: 0.0073%, silicon: 1.96%, manganese: 0.25%, sulfur: 0.0050%, aluminum: 0.32%, nitrogen: 0.0025%, phosphorus: 0.020%, the rest is Fe and unavoidable impurities, smelting out steel, which is then continuously cast into slabs.
[0041] In the hot rolling heating furnace, the slab is heated at a temperature of 1180°C. It is required that the time before the rough rolling slab enters the finish rolling is controlled within the range of 45s, the F1 reduction of the finish rolling is 50%, and the finish rolling temperature is 880°C , followed by coiling at a temperature of 650°C. The 2.6mm thick hot-rolled steel strip is cold-rolled to 0.5mm thick in the pickling and continuous rolling unit, and then the hardened strip is rolled in the electric steel continuous annealing and coating unit under the condition of 840℃×3min and a dew point of 50℃ in a wet atmosphere. Decarburization annealing is carried out, and then recrystalli...
Embodiment 2
[0043] First, according to the chemical composition, it contains carbon: 0.0123%, silicon: 2.05%, manganese: 0.20%, sulfur: 0.0045%, aluminum: 0.25%, nitrogen: 0.0020%, phosphorus: 0.025%, and the rest is Fe and unavoidable impurities. The steel is tapped and then cast into slabs.
[0044]In the hot rolling heating furnace, the slab is heated at a temperature of 1140°C. It is required that the time before the rough rolling slab enters the finish rolling is controlled within the range of 64s, the F1 reduction of the finish rolling is 65%, and the finish rolling temperature is 860°C , followed by coiling at a temperature of 600°C. The 2.6mm thick hot strip is cold rolled to 0.5mm thick in the pickling tandem mill, and then the hardened strip is rolled in the electric steel continuous annealing and coating unit under the wet atmosphere conditions of 850℃×4min and dew point 50℃ Decarburization annealing, then recrystallization annealing under the condition of 900°C×8sec, and fina...
Embodiment 3
[0046] First, according to the chemical composition, it contains carbon: 0.0097%, silicon: 1.65%, manganese: 0.27%, sulfur: 0.0040%, aluminum: 0.35%, nitrogen: 0.0025%, phosphorus: 0.020%, and the rest is Fe and unavoidable impurities. The steel is tapped and then cast into slabs.
[0047] In the hot rolling heating furnace, the slab is heated at a temperature of 1120°C. It is required that the time before the rough rolling slab enters the finish rolling is controlled within the range of 55s, the F1 reduction of the finish rolling is 55%, and the finish rolling temperature is 860°C , followed by coiling at a temperature of 580°C. The 2.6mm thick hot rolled steel strip is cold rolled to 0.5mm thick in the pickling tandem rolling mill, and then the hard rolled steel strip is carried out in the wet atmosphere condition of 840℃×3min and dew point 50℃ in the electrical steel continuous annealing and coating unit. Decarburization annealing, then recrystallization annealing under th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Iron loss | aaaaa | aaaaa |
| Magnetic sense | aaaaa | aaaaa |
| Maximum roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com