Multi-layer composite thin plate and manufacturing method thereof
A multi-layer composite and composite plate technology, which is applied in metal rolling, manufacturing tools, metal rolling, etc., can solve the problems of poor corrosion resistance and low mechanical properties, so as to improve comprehensive mechanical properties, reduce surface oxidation, and refine Effect of Grain Size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
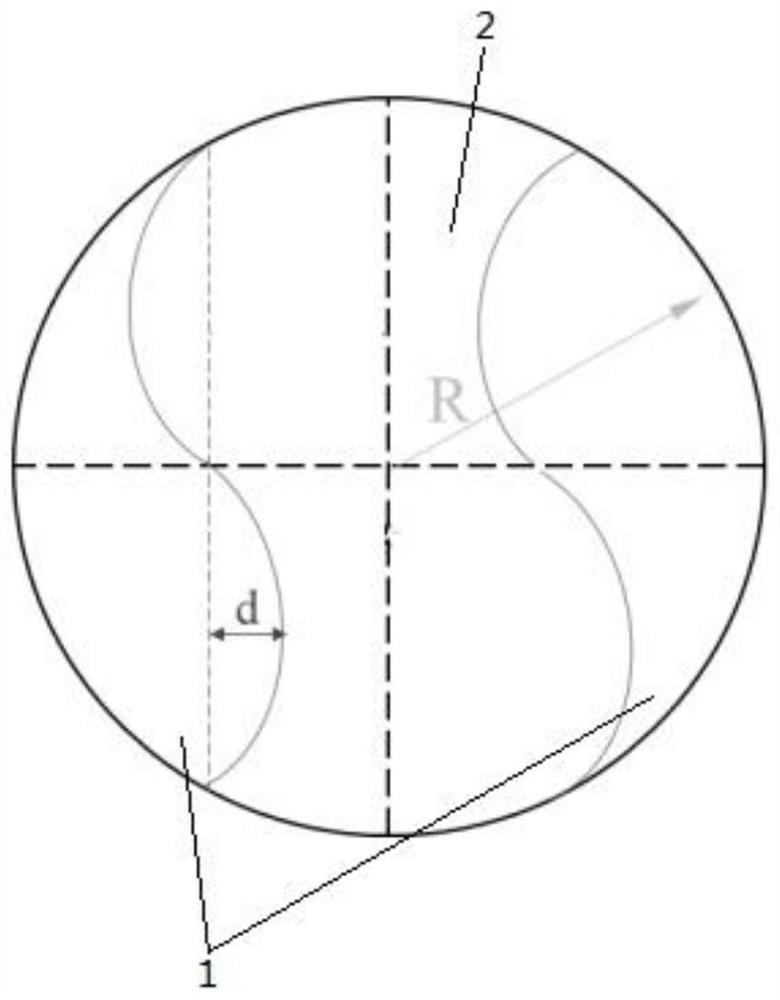
[0040] S1. Material preparation: Prepare two 5052 aluminum alloy and AZ31B magnesium alloy cast rods with a diameter of 300mm and a length of 405mm, and process them to a diameter of 296mm and a length of 400mm; figure 1 For the S-shaped section shown, the distance d between the apex of the convex and concave tangent arcs and the line connecting the two ends is 40mm;
[0041] S2. Surface cleaning: polish the surface of the prepared magnesium alloy and aluminum alloy with sandpaper, remove the surface oxide black skin and wire cutting marks, after all the surface is polished, clean it with tap water, rinse off the surface grinding powder, and then air dry;
[0042] S3. Assembly combination: Combine the cleaned magnesium alloy and aluminum alloy according to the shape of the cylinder to make the layers closely fit, then hit the joint with a hammer to deform the joint and have a certain joint Force, so that the layers are not easy to fall off;
[0043] S4. Place the combined com...
Embodiment 2
[0049] S1. Material preparation: Prepare two 6061 aluminum alloy and AZ40M magnesium alloy cast rods with a diameter of 300mm and a length of 405mm, and process them to a diameter of 296mm and a length of 400mm; figure 1 For the S-shaped section shown, the distance d between the apex of the convex and concave tangent arcs and the line connecting the two ends is 40mm;
[0050] S2. Surface cleaning: polish the surface of the prepared magnesium alloy and aluminum alloy with sandpaper, remove the surface oxide black skin and wire cutting marks, after all the surface is polished, clean with alcohol, rinse off the surface grinding powder, and then air dry;
[0051] S3. Assembly combination: Combine the cleaned magnesium alloy and aluminum alloy according to the shape of the cylinder to make the layers closely fit, then hit the joint with a hammer to deform the joint and have a certain joint Force, so that the layers are not easy to fall off;
[0052] S4. Place the combined composit...
Embodiment 3
[0058] S1. Material preparation: Prepare two 5052 aluminum alloy and AZ31B magnesium alloy cast rods with a diameter of 300mm and a length of 405mm, and process them to a diameter of 296mm and a length of 400mm; figure 1 For the S-shaped section shown, the distance d between the apex of the convex and concave tangent arcs and the line connecting the two ends is 40mm;
[0059] S2. Surface cleaning: polish the surface of the prepared magnesium alloy and aluminum alloy with sandpaper, remove the surface oxide black skin and wire cutting marks, after all the surface is polished, clean it with tap water, rinse off the surface grinding powder, and then air dry;
[0060] S3. Assembly combination: Combine the cleaned magnesium alloy and aluminum alloy according to the shape of the cylinder to make the layers closely fit, and then pressurize with a hydraulic press, with a reduction of 1mm, and deformation occurs at the joint. There is a certain binding force, so that the layers are not...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com