Hole drawing process for thin-wall stainless steel hard tube assembly
A stainless steel and hard pipe technology is applied in the field of thin-walled stainless steel hard pipe assembly hole drawing process to ensure the effect of dimensional tolerance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
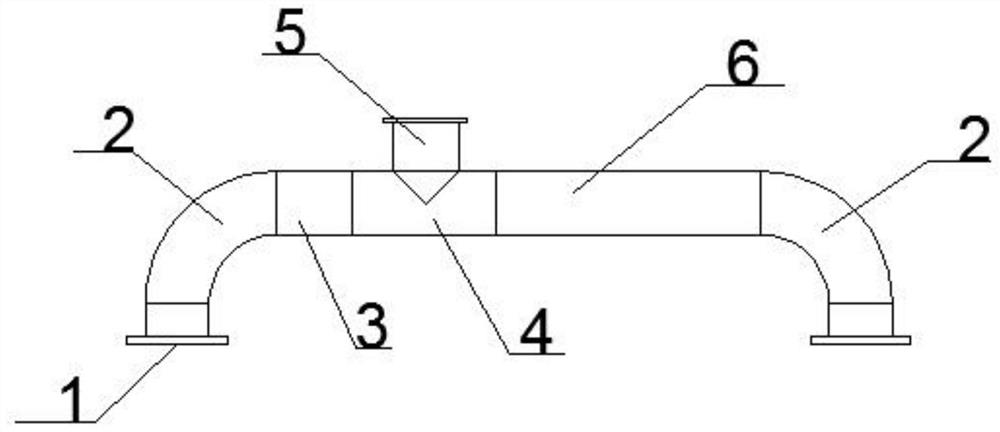
[0024] Such as figure 1 and 2 As shown, a tower crane rotation angle control device of the present invention cuts long steel pipes into several 644mm lengths through the automatic pipe cutting machine 10, and performs a punching process at a position of 126.2mm at the left end of the second steel pipe 9. The hole pulling machine 13 pulls out the second standard cup mouth 8 with an inner diameter of 50.8mm, the second elbow 7 is welded to the second steel pipe 9, and the second steel pipe 9 is fixedly connected to the second standard cup mouth 8 , the lower side of the second elbow 7 is welded with a wire-cut cup mouth 1, and the total length of the thin-walled stainless steel hard tube assembly is 815.8mm, and the total height is 160.5mm.
[0025] Such as image 3 The following steps are shown:
[0026] Step 1, blanking, first cut the long hard pipe into equal small sections through the automatic pipe cutting machine 10;
[0027] Step 2, chamfering, chamfering the cut cham...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com