Welding joint of low-alloy and ultrahigh-strength steel and welding method
An ultra-high-strength steel and welded joint technology, applied in welding equipment, laser welding equipment, metal processing equipment, etc., can solve the problem of difficult implementation of precise preheating of the overall structure, difficult control of bainite content, and low impact energy of welded joints. and other problems, to achieve the effects of controllable bainite structure content, improved welding efficiency, and improved crack resistance of welds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
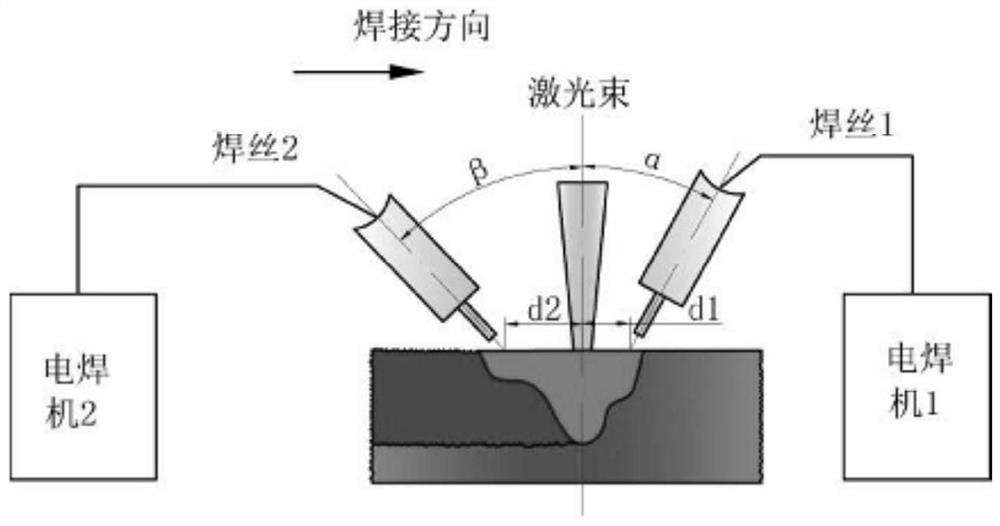
[0030] Such as figure 1 and 2 Shown, be the preferred embodiment 1 of the welding joint of a kind of low-alloy ultra-high strength steel of the present invention and welding method, wherein the concrete process of welding method is as follows:
[0031] (1) Welding workpiece and welding material
[0032]The welded workpiece is Mn-Cr-Ni-Mo low-alloy quenched and tempered ultra-high-strength steel of 1600MPa grade, with a size of 300×150×15mm. The first welding gun uses high-strength martensitic welding wire with a diameter of 1.2mm, and its chemical composition is: C0.08%, Mn1.31%, Si 0.62%, Ni 5.81%, Cr 12.51%, Mo 0.67%; the second welding gun High-toughness bainite welding wire with a diameter of 1.2mm is used, and its chemical composition is: C 0.02%, Mn 1.76%, Si 0.12%, Ni 1.45%, Cr 0.23%, Mo0.81%, Ti 0.13%.
[0033] (2) Preparation before welding
[0034] The low-alloy ultra-high-strength steel with a thickness of 15mm is butt welded, and the joint is processed into an ...
Embodiment 2
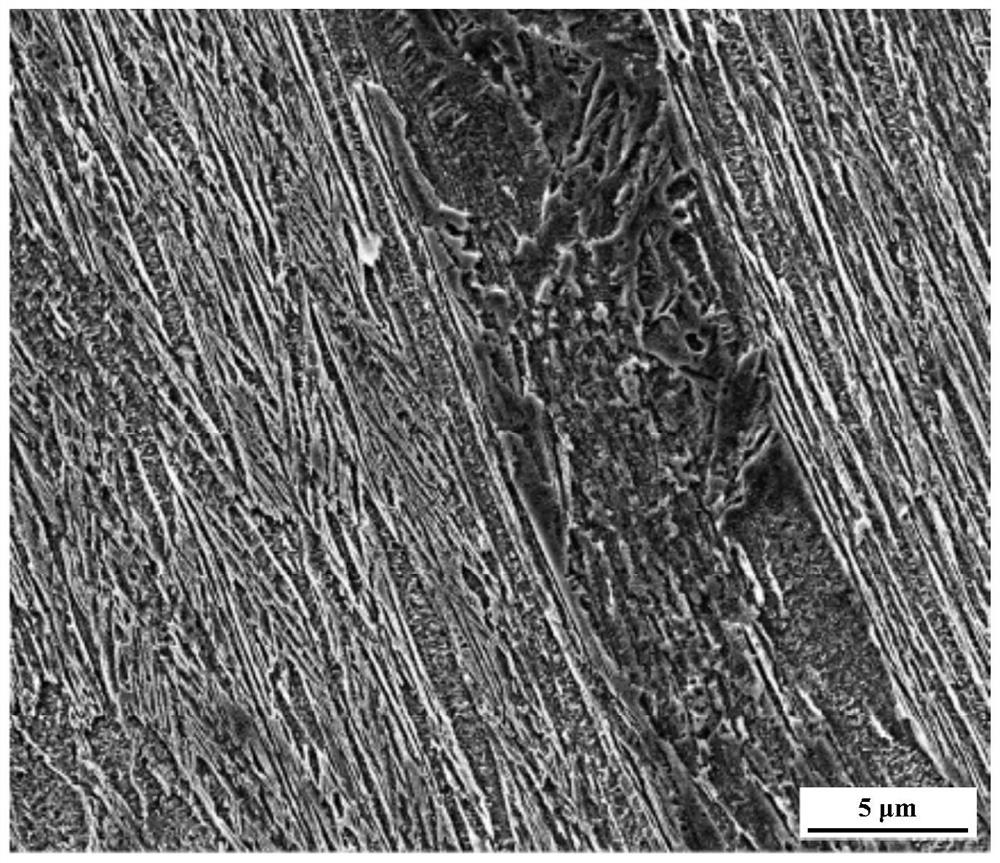
[0042] Such as image 3 Shown, be the preferred embodiment 2 of the welding joint of a kind of low-alloy ultra-high strength steel of the present invention and welding method, wherein the specific process of welding method is as follows:
[0043] (1) Welding workpiece and welding material
[0044] The welding workpiece is Mn-Cr-Ni-Mo low-alloy quenched and tempered ultra-high-strength steel of 1600MPa grade, with a size of 300×150×20mm. The first welding gun uses high-strength martensitic welding wire with a diameter of 1.6mm, and its chemical composition is: C0.10%, Mn1.40%, Si 0.68%, Ni 5.52%, Cr 12.21%, Mo 0.77%; the second welding gun High-toughness bainite welding wire with a diameter of 1.2mm is used, and its chemical composition is: C 0.02%, Mn 1.76%, Si 0.12%, Ni 1.45%, Cr 0.23%, Mo0.81%, Ti 0.13%.
[0045] (2) Preparation before welding
[0046] The low-alloy ultra-high-strength steel with a thickness of 20mm is butt welded, and the joint is processed into an X-sha...
Embodiment 3
[0054] A welded joint of low-alloy ultra-high-strength steel and a welding method, wherein the specific process of the welding method is as follows:
[0055] (1) Welding workpiece and welding material
[0056] The welding workpiece is Mn-Cr-Ni-Mo low-alloy quenched and tempered ultra-high-strength steel of 1600MPa grade, with a size of 300×150×25mm. The first welding gun uses high-strength martensitic welding wire with a diameter of 1.6mm, and its chemical composition is: C0.10%, Mn1.40%, Si 0.68%, Ni 5.52%, Cr 12.21%, Mo 0.77%; the second welding gun High-toughness bainite welding wire with a diameter of 1.2mm is used, and its chemical composition is: C 0.02%, Mn 1.76%, Si 0.12%, Ni 1.45%, Cr 0.23%, Mo0.81%, Ti 0.13%.
[0057] (2) Preparation before welding
[0058] The low-alloy ultra-high-strength steel with a thickness of 25mm is butt welded, and the joint is processed into an X-shaped groove with a blunt edge by a milling machine. The groove angle is 35° and the blunt e...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Impact energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com