


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method used for superspeed laser cladding of end face of disc type part
A disc-like parts, laser cladding technology, applied in metal material coating process, coating, etc., can solve the problems of less ultra-high-speed laser cladding, less research on the end face cladding process of disc parts, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
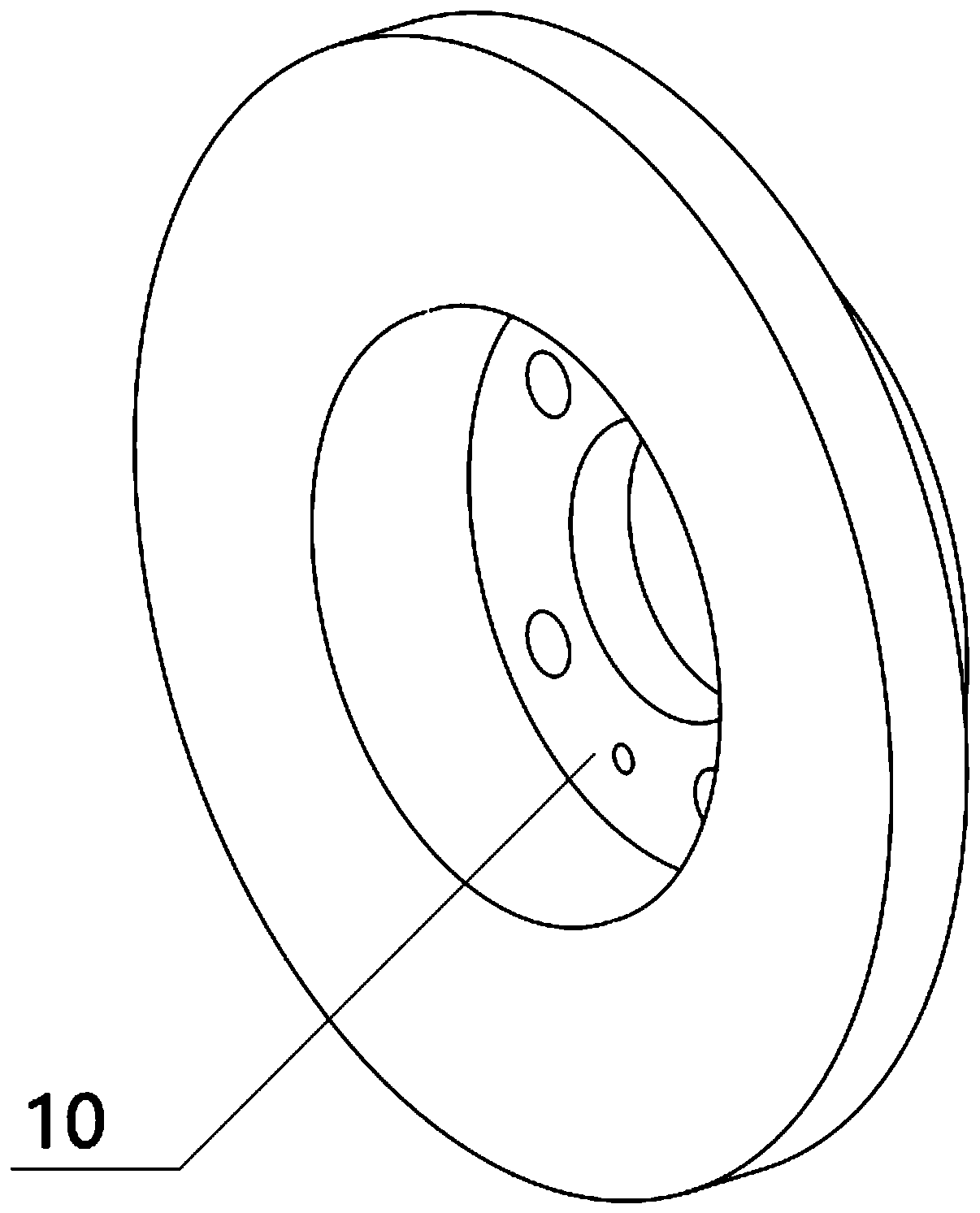
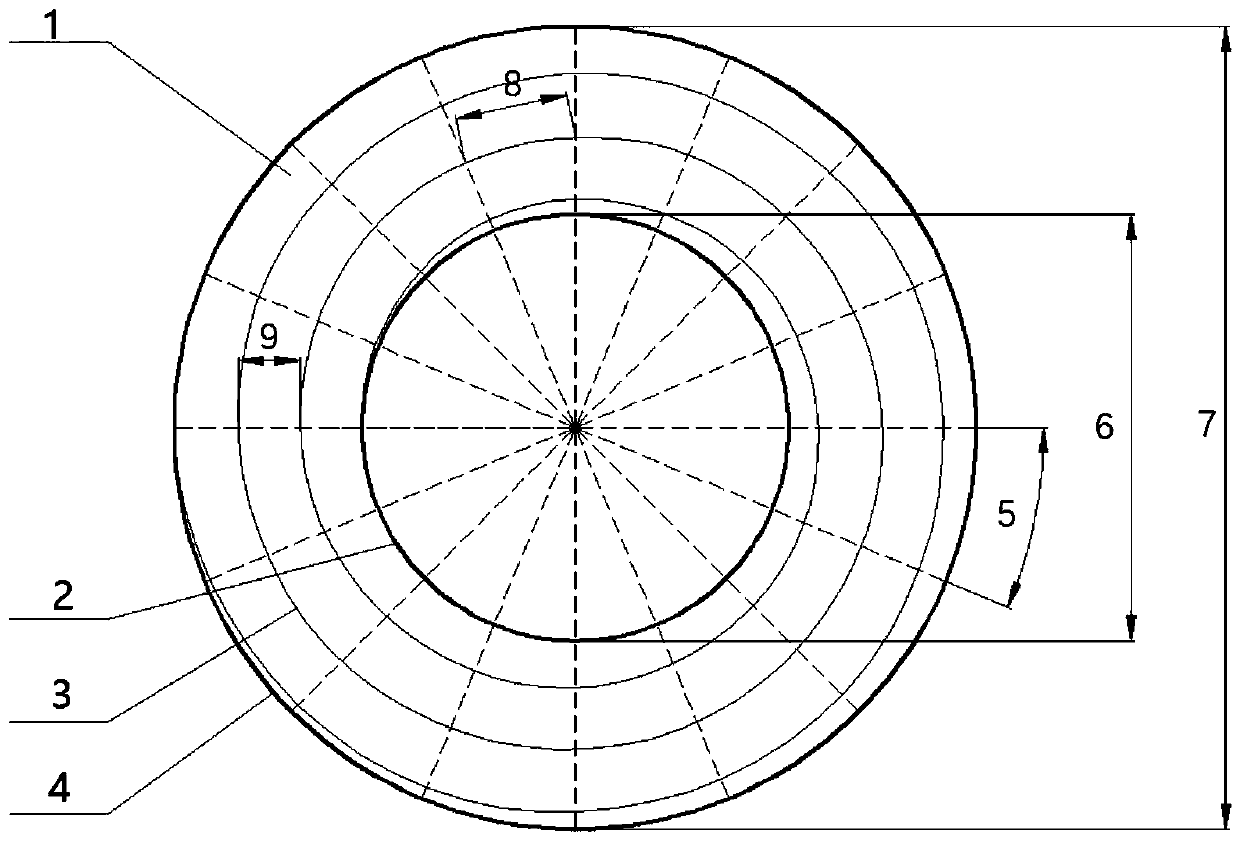
[0068] For a certain type of brake disc, the end surface to be clad is circular, with an outer diameter of Φ800mm, an inner diameter of Φ200mm, a thickness of 30mm, and a base material of 35CrMo. The surface is subjected to single-layer ultra-high-speed laser cladding, and the cladding powder is selected Iron-based stainless steel powder, the cladding process is carried out through the following process steps:
[0069] S1. Carry out machining treatment on the end surface of the brake disc, check the end surface of the brake disc to ensure that the surface quality is free from defects.
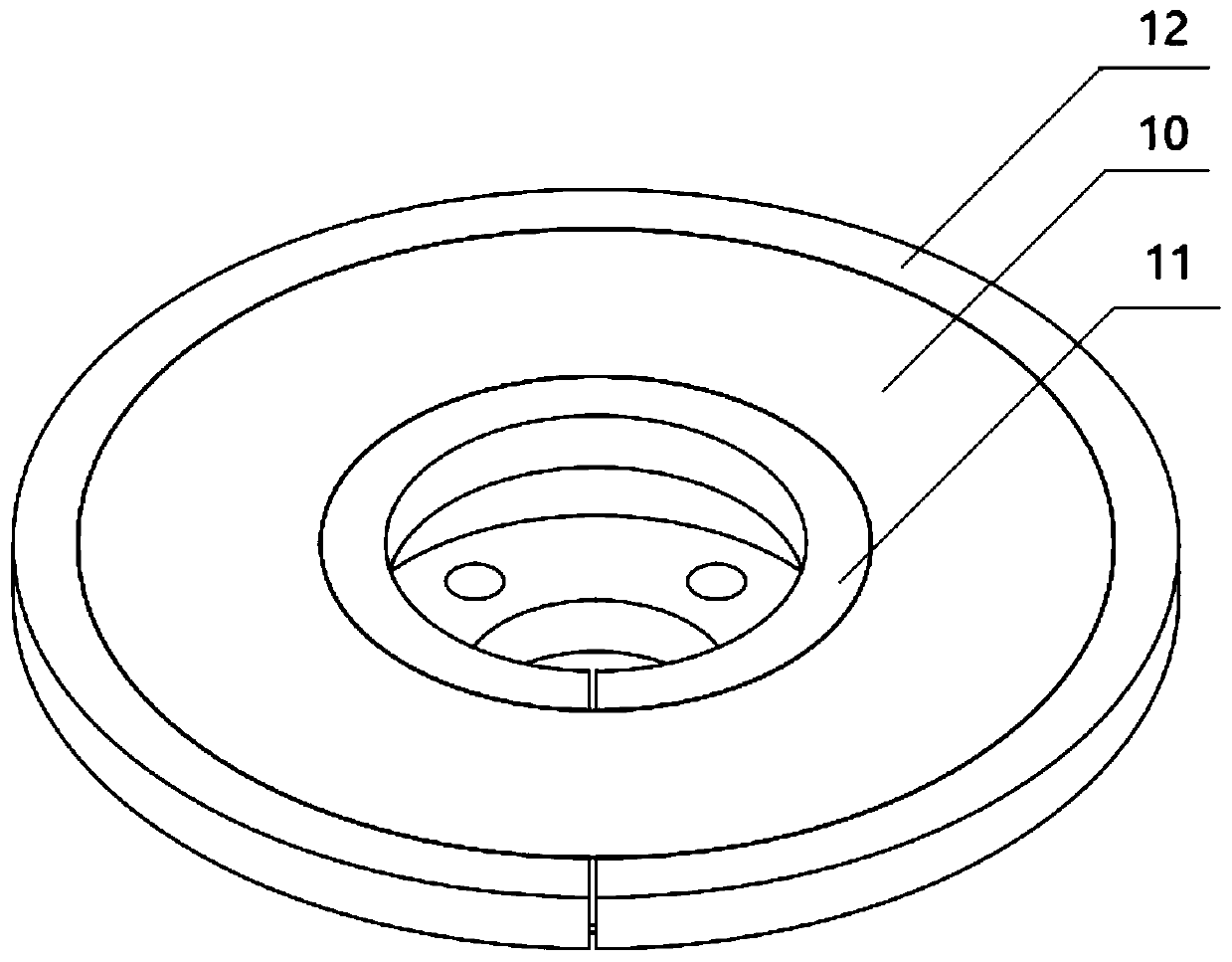
[0070] S2, install the customized notched ring I and notched ring II on the outer circle and inner hole of the brake disc. The notch width of the notched ring I used is 1mm, the inner diameter of the notched ring I is Φ800mm, the outer diameter is Φ810mm, and the thickness is 10mm. The inner ring of the notched ring I is provided with a rectangular groove with a depth of 3mm and a width of 3mm....
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com